26 جنوری 2024
(نانورک نیوز) MIT کے محققین نے ایک اضافی مینوفیکچرنگ تکنیک تیار کی ہے جو مائع دھات کے ساتھ تیزی سے پرنٹ کر سکتی ہے، جس سے بڑے پیمانے پر حصے جیسے میز کی ٹانگیں اور کرسی کے فریم منٹوں میں تیار کیے جا سکتے ہیں۔ ان کی تکنیک، جسے مائع دھاتی پرنٹنگ (LMP) کہا جاتا ہے، میں پگھلے ہوئے ایلومینیم کو پہلے سے طے شدہ راستے پر چھوٹے شیشے کے موتیوں کے بستر میں جمع کرنا شامل ہے۔ ایلومینیم تیزی سے 3D ڈھانچے میں سخت ہو جاتا ہے۔
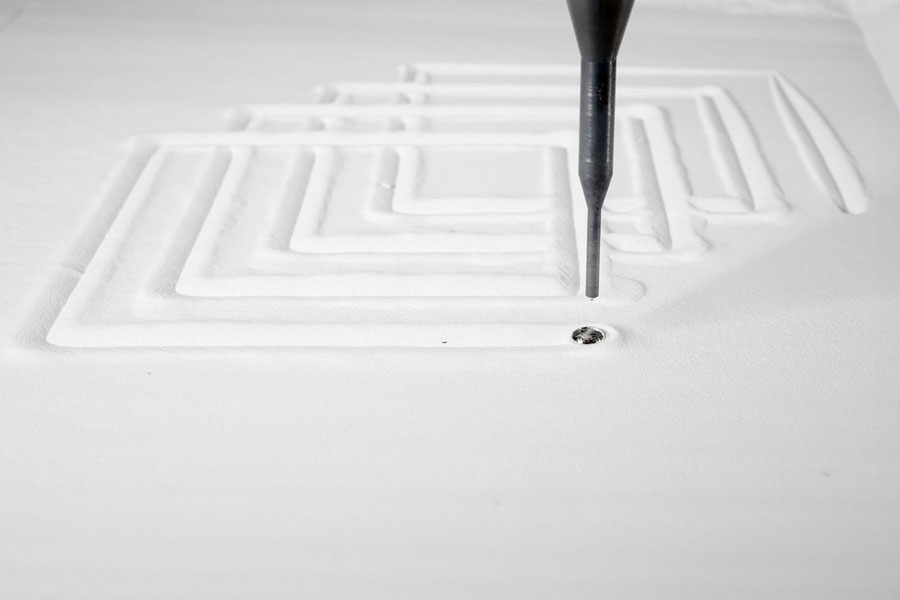 مائع دھات کی پرنٹنگ کے عمل میں پگھلے ہوئے ایلومینیم کو پہلے سے طے شدہ راستے پر چھوٹے، شیشے کے موتیوں کے بستر میں جمع کرنا شامل ہے، جیسا کہ یہاں دیکھا گیا ہے۔ (تصویر: ایم آئی ٹی سیلف اسمبلی لیب)
مائع دھات کی پرنٹنگ کے عمل میں پگھلے ہوئے ایلومینیم کو پہلے سے طے شدہ راستے پر چھوٹے، شیشے کے موتیوں کے بستر میں جمع کرنا شامل ہے، جیسا کہ یہاں دیکھا گیا ہے۔ (تصویر: ایم آئی ٹی سیلف اسمبلی لیب)
 LMP عمل پیچیدہ جیومیٹریوں کی پرنٹنگ کو فعال کر سکتا ہے، جیسا کہ یہاں دیکھا گیا سرپل۔ (تصویر: ایم آئی ٹی سیلف اسمبلی لیب)
LMP عمل پیچیدہ جیومیٹریوں کی پرنٹنگ کو فعال کر سکتا ہے، جیسا کہ یہاں دیکھا گیا سرپل۔ (تصویر: ایم آئی ٹی سیلف اسمبلی لیب)
 محققین مائع دھات کی چھپائی کے عمل کی فیڈ ریٹ کو ایڈجسٹ کر سکتے ہیں تاکہ نوزل کے حرکت کے ساتھ ہی کم و بیش مواد جمع ہو جائے، جس سے طباعت شدہ چیز کی شکل بدل جاتی ہے۔ (تصویر: MIT Self-Assembly Lab) انہوں نے متغیر موٹائی کے ساتھ ایلومینیم کے فریموں کو تیزی سے تیار کرنے کے لیے LMP کا استعمال کیا، جو کہ ملنگ اور بورنگ جیسے مشینی عمل کو برداشت کرنے کے لیے کافی پائیدار تھے۔ انہوں نے ایل ایم پی اور ان پوسٹ پروسیسنگ تکنیکوں کے امتزاج کا مظاہرہ کرتے ہوئے کرسیاں اور میز بنانے کا مظاہرہ کیا جس میں کم ریزولوشن، تیزی سے پرنٹ شدہ ایلومینیم کے پرزے اور لکڑی کے ٹکڑوں کی طرح دوسرے اجزاء شامل تھے۔ آگے بڑھتے ہوئے، محققین مشین پر تکرار کرتے رہنا چاہتے ہیں تاکہ وہ مواد کو چپکنے سے روکنے کے لیے نوزل میں مسلسل حرارت کو فعال کر سکیں، اور پگھلے ہوئے مواد کے بہاؤ پر بھی بہتر کنٹرول حاصل کر سکیں۔ لیکن نوزل کا بڑا قطر فاسد پرنٹس کا باعث بن سکتا ہے، اس لیے ابھی تک تکنیکی چیلنجوں پر قابو پانا باقی ہے۔ "اگر ہم اس مشین کو ایسی چیز بنا سکتے ہیں جسے لوگ حقیقت میں ری سائیکل شدہ ایلومینیم اور پرنٹ پرزوں کو پگھلانے کے لیے استعمال کر سکتے ہیں، تو یہ دھات کی تیاری میں گیم چینجر ہو گا۔ فی الحال، ایسا کرنا کافی قابل اعتماد نہیں ہے، لیکن یہی مقصد ہے،" Tibbits کہتے ہیں۔ "ایمیکو میں، ہم بہت ہی ینالاگ مینوفیکچرنگ کی دنیا سے آئے ہیں، لہذا مائع دھات کی پرنٹنگ کو مکمل ساختی حصوں کی صلاحیت کے ساتھ باریک جیومیٹریز بناتے ہوئے دیکھنا واقعی مجبور تھا،" جے بوچ بِنڈر کہتے ہیں، جو فرنیچر کمپنی Emeco کے لیے کاروباری ترقی کی قیادت کرتے ہیں اور اس کام میں ملوث نہیں "مائع دھات کی پرنٹنگ واقعی اپنی مرضی کے مطابق جیومیٹریوں میں دھات کے پرزے تیار کرنے کی صلاحیت کے لحاظ سے لائن پر چلتی ہے اور فوری تبدیلی کو برقرار رکھتی ہے جو آپ کو عام طور پر دوسری پرنٹنگ یا فارمنگ ٹیکنالوجیز میں نہیں ملتی ہے۔ یقینی طور پر اس ٹیکنالوجی میں جس طرح سے دھات کی پرنٹنگ اور دھات کی تشکیل کو سنبھالا جاتا ہے اس میں انقلاب لانے کی صلاحیت موجود ہے۔
محققین مائع دھات کی چھپائی کے عمل کی فیڈ ریٹ کو ایڈجسٹ کر سکتے ہیں تاکہ نوزل کے حرکت کے ساتھ ہی کم و بیش مواد جمع ہو جائے، جس سے طباعت شدہ چیز کی شکل بدل جاتی ہے۔ (تصویر: MIT Self-Assembly Lab) انہوں نے متغیر موٹائی کے ساتھ ایلومینیم کے فریموں کو تیزی سے تیار کرنے کے لیے LMP کا استعمال کیا، جو کہ ملنگ اور بورنگ جیسے مشینی عمل کو برداشت کرنے کے لیے کافی پائیدار تھے۔ انہوں نے ایل ایم پی اور ان پوسٹ پروسیسنگ تکنیکوں کے امتزاج کا مظاہرہ کرتے ہوئے کرسیاں اور میز بنانے کا مظاہرہ کیا جس میں کم ریزولوشن، تیزی سے پرنٹ شدہ ایلومینیم کے پرزے اور لکڑی کے ٹکڑوں کی طرح دوسرے اجزاء شامل تھے۔ آگے بڑھتے ہوئے، محققین مشین پر تکرار کرتے رہنا چاہتے ہیں تاکہ وہ مواد کو چپکنے سے روکنے کے لیے نوزل میں مسلسل حرارت کو فعال کر سکیں، اور پگھلے ہوئے مواد کے بہاؤ پر بھی بہتر کنٹرول حاصل کر سکیں۔ لیکن نوزل کا بڑا قطر فاسد پرنٹس کا باعث بن سکتا ہے، اس لیے ابھی تک تکنیکی چیلنجوں پر قابو پانا باقی ہے۔ "اگر ہم اس مشین کو ایسی چیز بنا سکتے ہیں جسے لوگ حقیقت میں ری سائیکل شدہ ایلومینیم اور پرنٹ پرزوں کو پگھلانے کے لیے استعمال کر سکتے ہیں، تو یہ دھات کی تیاری میں گیم چینجر ہو گا۔ فی الحال، ایسا کرنا کافی قابل اعتماد نہیں ہے، لیکن یہی مقصد ہے،" Tibbits کہتے ہیں۔ "ایمیکو میں، ہم بہت ہی ینالاگ مینوفیکچرنگ کی دنیا سے آئے ہیں، لہذا مائع دھات کی پرنٹنگ کو مکمل ساختی حصوں کی صلاحیت کے ساتھ باریک جیومیٹریز بناتے ہوئے دیکھنا واقعی مجبور تھا،" جے بوچ بِنڈر کہتے ہیں، جو فرنیچر کمپنی Emeco کے لیے کاروباری ترقی کی قیادت کرتے ہیں اور اس کام میں ملوث نہیں "مائع دھات کی پرنٹنگ واقعی اپنی مرضی کے مطابق جیومیٹریوں میں دھات کے پرزے تیار کرنے کی صلاحیت کے لحاظ سے لائن پر چلتی ہے اور فوری تبدیلی کو برقرار رکھتی ہے جو آپ کو عام طور پر دوسری پرنٹنگ یا فارمنگ ٹیکنالوجیز میں نہیں ملتی ہے۔ یقینی طور پر اس ٹیکنالوجی میں جس طرح سے دھات کی پرنٹنگ اور دھات کی تشکیل کو سنبھالا جاتا ہے اس میں انقلاب لانے کی صلاحیت موجود ہے۔
[سرایت مواد]
محققین کا کہنا ہے کہ ایل ایم پی ایک موازنہ دھاتی اضافی مینوفیکچرنگ کے عمل سے کم از کم 10 گنا تیز ہے، اور دھات کو گرم کرنے اور پگھلنے کا طریقہ کار کچھ دوسرے طریقوں سے زیادہ موثر ہے۔ تکنیک رفتار اور پیمانے کے لئے حل کی قربانی دیتی ہے۔ اگرچہ یہ ایسے اجزاء کو پرنٹ کرسکتا ہے جو عام طور پر سست اضافی تکنیک کے ساتھ بنائے جانے والے اجزاء سے بڑے ہوتے ہیں، اور کم قیمت پر، یہ اعلی قراردادیں حاصل نہیں کرسکتا۔ مثال کے طور پر، LMP کے ساتھ تیار کردہ پرزے فن تعمیر، تعمیرات اور صنعتی ڈیزائن میں کچھ ایپلی کیشنز کے لیے موزوں ہوں گے، جہاں بڑے ڈھانچے کے اجزاء کو اکثر انتہائی عمدہ تفصیلات کی ضرورت نہیں ہوتی ہے۔ اسے ری سائیکل یا سکریپ میٹل کے ساتھ تیز رفتار پروٹو ٹائپنگ کے لیے بھی مؤثر طریقے سے استعمال کیا جا سکتا ہے۔ ایک حالیہ مطالعہ میں، محققین نے ایلومینیم کے فریموں اور میزوں اور کرسیوں کے پرزے پرنٹ کرکے اس طریقہ کار کا مظاہرہ کیا جو پوسٹ پرنٹ مشیننگ کو برداشت کرنے کے لیے کافی مضبوط تھے۔ انہوں نے دکھایا کہ کس طرح LMP کے ساتھ بنائے گئے اجزاء کو اعلیٰ ریزولوشن کے عمل اور فنکشنل فرنیچر بنانے کے لیے اضافی مواد کے ساتھ ملایا جا سکتا ہے۔ "یہ ایک بالکل مختلف سمت ہے جس میں ہم دھات کی تیاری کے بارے میں سوچتے ہیں جس کے کچھ بڑے فوائد ہیں۔ اس کے منفی پہلو بھی ہیں۔ لیکن ہماری زیادہ تر تعمیر شدہ دنیا — ہمارے آس پاس کی چیزیں جیسے میزیں، کرسیاں اور عمارتیں — کو انتہائی اعلیٰ قرارداد کی ضرورت نہیں ہے۔ سپیڈ اور پیمانہ، اور ریپیٹ ایبلٹی اور توانائی کی کھپت بھی، تمام اہم میٹرکس ہیں،" محکمہ آرکیٹیکچر میں ایسوسی ایٹ پروفیسر اور سیلف اسمبلی لیب کے شریک ڈائریکٹر سکائیلر ٹِبِٹس کہتے ہیں، جو LMP متعارف کرانے والے ایک مقالے کے سینئر مصنف ہیں۔"مائع دھات کی پرنٹنگ"; پی ڈی ایف)۔ Tibbits کو کاغذ پر مرکزی مصنف زین کرسن SM '23 نے جوائن کیا ہے، جو اب ETH زیورخ میں پی ایچ ڈی کے طالب علم ہیں۔ اس کے ساتھ ساتھ Kimball Kaiser SM '22 اور Jared Laucks، ایک تحقیقی سائنسدان اور لیب کے شریک ڈائریکٹر۔ یہ تحقیق ایسوسی ایشن فار کمپیوٹر ایڈیڈ ڈیزائن ان آرکیٹیکچر کانفرنس میں پیش کی گئی اور حال ہی میں ایسوسی ایشن کی کارروائی میں شائع ہوئی۔
مائع دھات کی پرنٹنگ کے عمل میں پگھلے ہوئے ایلومینیم کو پہلے سے طے شدہ راستے پر چھوٹے، شیشے کے موتیوں کے بستر میں جمع کرنا شامل ہے، جیسا کہ یہاں دیکھا گیا ہے۔ (تصویر: ایم آئی ٹی سیلف اسمبلی لیب)
نمایاں رفتار
دھاتوں کے ساتھ پرنٹنگ کا ایک طریقہ جو کہ تعمیرات اور فن تعمیر میں عام ہے، جسے وائر آرک ایڈیٹیو مینوفیکچرنگ (WAAM) کہا جاتا ہے، بڑے، کم ریزولوشن والے ڈھانچے تیار کرنے کے قابل ہے، لیکن یہ کریکنگ اور وارپنگ کے لیے حساس ہو سکتے ہیں کیونکہ کچھ حصوں کو اس دوران ہٹانا ضروری ہے۔ پرنٹنگ کے عمل. دوسری طرف، ایل ایم پی پورے عمل کے دوران مواد کو پگھلا ہوا رکھتا ہے، ریمیلٹنگ کی وجہ سے پیدا ہونے والے کچھ ساختی مسائل سے بچتا ہے۔ ربڑ کے ساتھ تیزی سے مائع پرنٹنگ پر گروپ کے پچھلے کام پر روشنی ڈالتے ہوئے، محققین نے ایک مشین بنائی جو ایلومینیم کو پگھلاتی ہے، پگھلی ہوئی دھات کو رکھتی ہے، اور اسے تیز رفتاری سے نوزل کے ذریعے جمع کرتی ہے۔ بڑے پیمانے پر حصوں کو صرف چند سیکنڈ میں پرنٹ کیا جا سکتا ہے، اور پھر پگھلا ہوا ایلومینیم کئی منٹوں میں ٹھنڈا ہو جاتا ہے۔ "ہمارے عمل کی شرح واقعی زیادہ ہے، لیکن اس پر قابو پانا بھی بہت مشکل ہے۔ یہ کم و بیش نل کھولنے کی طرح ہے۔ آپ کے پاس پگھلنے کے لیے مواد کی ایک بڑی مقدار ہے، جس میں کچھ وقت لگتا ہے، لیکن ایک بار جب آپ اسے پگھلتے ہیں، تو یہ بالکل نل کھولنے کے مترادف ہے۔ یہ ہمیں ان جیومیٹریوں کو بہت جلد پرنٹ کرنے کے قابل بناتا ہے،" کرسن بتاتے ہیں۔ ٹیم نے ایلومینیم کا انتخاب کیا کیونکہ یہ عام طور پر تعمیرات میں استعمال ہوتا ہے اور اسے سستے اور موثر طریقے سے ری سائیکل کیا جا سکتا ہے۔ کرسن نے مزید کہا کہ ایلومینیم کے بریڈ لوف سائز کے ٹکڑوں کو ایک برقی بھٹی میں جمع کیا جاتا ہے، "جو بنیادی طور پر ایک چھوٹے سے بنائے گئے ٹوسٹر کی طرح ہوتا ہے۔" بھٹی کے اندر دھاتی کنڈلی دھات کو 700 ڈگری سیلسیس تک گرم کرتی ہے، جو ایلومینیم کے 660 ڈگری پگھلنے کے مقام سے تھوڑا اوپر ہے۔ ایلومینیم کو گریفائٹ کروسیبل میں اعلی درجہ حرارت پر رکھا جاتا ہے، اور پھر پگھلے ہوئے مواد کو سیرامک نوزل کے ذریعے پہلے سے طے شدہ راستے کے ساتھ پرنٹ بیڈ میں کشش ثقل سے کھلایا جاتا ہے۔ انہوں نے پایا کہ ایلومینیم کی جتنی زیادہ مقدار وہ پگھل سکتی ہے، پرنٹر اتنی ہی تیزی سے جا سکتا ہے۔ "پگھلا ہوا ایلومینیم اپنے راستے میں موجود ہر چیز کو تباہ کر دے گا۔ ہم نے سٹینلیس سٹیل کی نوزلز سے شروعات کی اور پھر سیرامک کے ساتھ ختم ہونے سے پہلے ٹائٹینیم میں چلے گئے۔ لیکن سرامک نوزلز بھی بند ہو سکتے ہیں کیونکہ حرارت ہمیشہ نوزل کی نوک میں پوری طرح یکساں نہیں ہوتی ہے،" کرسن کہتے ہیں۔ پگھلے ہوئے مواد کو براہ راست ایک دانے دار مادے میں انجیکشن لگا کر، محققین کو ایلومینیم کے ڈھانچے کو رکھنے کے لیے سپورٹ پرنٹ کرنے کی ضرورت نہیں ہے کیونکہ یہ شکل اختیار کرتا ہے۔
LMP عمل پیچیدہ جیومیٹریوں کی پرنٹنگ کو فعال کر سکتا ہے، جیسا کہ یہاں دیکھا گیا سرپل۔ (تصویر: ایم آئی ٹی سیلف اسمبلی لیب)
عمل کو مکمل کرنا
انہوں نے 100 مائیکرون شیشے کے موتیوں کو منتخب کرنے سے پہلے پرنٹ بستر کو بھرنے کے لیے متعدد مواد کے ساتھ تجربہ کیا، بشمول گریفائٹ پاؤڈر اور نمک۔ چھوٹے شیشے کے موتیوں کی مالا، جو پگھلے ہوئے ایلومینیم کے انتہائی زیادہ درجہ حرارت کو برداشت کر سکتی ہے، ایک غیر جانبدار معطلی کے طور پر کام کرتی ہے تاکہ دھات تیزی سے ٹھنڈا ہو سکے۔ "شیشے کی موتیوں کی مالا اتنی عمدہ ہے کہ وہ آپ کے ہاتھ میں ریشم کی طرح محسوس کرتے ہیں۔ پاؤڈر اتنا چھوٹا ہے کہ یہ واقعی پرنٹ شدہ چیز کی سطح کی خصوصیات کو تبدیل نہیں کرتا ہے، "ٹبٹس کہتے ہیں۔ کروسیبل میں پگھلے ہوئے مواد کی مقدار، پرنٹ بیڈ کی گہرائی، اور نوزل کا سائز اور شکل حتمی چیز کی جیومیٹری پر سب سے زیادہ اثرات مرتب کرتی ہے۔ مثال کے طور پر، بڑے قطر کے ساتھ آبجیکٹ کے حصے پہلے پرنٹ کیے جاتے ہیں، کیونکہ ایلومینیم کی مقدار نوزل کے کروسیبل کے خالی ہونے کے ساتھ ہی ختم ہو جاتی ہے۔ نوزل کی گہرائی کو تبدیل کرنے سے دھات کی ساخت کی موٹائی بدل جاتی ہے۔ LMP کے عمل میں مدد کرنے کے لیے، محققین نے ایک عددی ماڈل تیار کیا تاکہ مواد کی مقدار کا اندازہ لگایا جا سکے جو ایک مقررہ وقت پر پرنٹ بیڈ میں جمع کیا جائے گا۔ چونکہ نوزل شیشے کی مالا کے پاؤڈر میں دھکیلتی ہے، محققین پگھلے ہوئے ایلومینیم کو جمع ہونے کے ساتھ نہیں دیکھ سکتے، اس لیے انہیں پرنٹنگ کے عمل میں کچھ پوائنٹس پر کیا ہونا چاہیے اس کی تقلید کرنے کے لیے ایک طریقہ کی ضرورت تھی، ٹبٹس بتاتے ہیں۔
محققین مائع دھات کی چھپائی کے عمل کی فیڈ ریٹ کو ایڈجسٹ کر سکتے ہیں تاکہ نوزل کے حرکت کے ساتھ ہی کم و بیش مواد جمع ہو جائے، جس سے طباعت شدہ چیز کی شکل بدل جاتی ہے۔ (تصویر: MIT Self-Assembly Lab) انہوں نے متغیر موٹائی کے ساتھ ایلومینیم کے فریموں کو تیزی سے تیار کرنے کے لیے LMP کا استعمال کیا، جو کہ ملنگ اور بورنگ جیسے مشینی عمل کو برداشت کرنے کے لیے کافی پائیدار تھے۔ انہوں نے ایل ایم پی اور ان پوسٹ پروسیسنگ تکنیکوں کے امتزاج کا مظاہرہ کرتے ہوئے کرسیاں اور میز بنانے کا مظاہرہ کیا جس میں کم ریزولوشن، تیزی سے پرنٹ شدہ ایلومینیم کے پرزے اور لکڑی کے ٹکڑوں کی طرح دوسرے اجزاء شامل تھے۔ آگے بڑھتے ہوئے، محققین مشین پر تکرار کرتے رہنا چاہتے ہیں تاکہ وہ مواد کو چپکنے سے روکنے کے لیے نوزل میں مسلسل حرارت کو فعال کر سکیں، اور پگھلے ہوئے مواد کے بہاؤ پر بھی بہتر کنٹرول حاصل کر سکیں۔ لیکن نوزل کا بڑا قطر فاسد پرنٹس کا باعث بن سکتا ہے، اس لیے ابھی تک تکنیکی چیلنجوں پر قابو پانا باقی ہے۔ "اگر ہم اس مشین کو ایسی چیز بنا سکتے ہیں جسے لوگ حقیقت میں ری سائیکل شدہ ایلومینیم اور پرنٹ پرزوں کو پگھلانے کے لیے استعمال کر سکتے ہیں، تو یہ دھات کی تیاری میں گیم چینجر ہو گا۔ فی الحال، ایسا کرنا کافی قابل اعتماد نہیں ہے، لیکن یہی مقصد ہے،" Tibbits کہتے ہیں۔ "ایمیکو میں، ہم بہت ہی ینالاگ مینوفیکچرنگ کی دنیا سے آئے ہیں، لہذا مائع دھات کی پرنٹنگ کو مکمل ساختی حصوں کی صلاحیت کے ساتھ باریک جیومیٹریز بناتے ہوئے دیکھنا واقعی مجبور تھا،" جے بوچ بِنڈر کہتے ہیں، جو فرنیچر کمپنی Emeco کے لیے کاروباری ترقی کی قیادت کرتے ہیں اور اس کام میں ملوث نہیں "مائع دھات کی پرنٹنگ واقعی اپنی مرضی کے مطابق جیومیٹریوں میں دھات کے پرزے تیار کرنے کی صلاحیت کے لحاظ سے لائن پر چلتی ہے اور فوری تبدیلی کو برقرار رکھتی ہے جو آپ کو عام طور پر دوسری پرنٹنگ یا فارمنگ ٹیکنالوجیز میں نہیں ملتی ہے۔ یقینی طور پر اس ٹیکنالوجی میں جس طرح سے دھات کی پرنٹنگ اور دھات کی تشکیل کو سنبھالا جاتا ہے اس میں انقلاب لانے کی صلاحیت موجود ہے۔
- SEO سے چلنے والا مواد اور PR کی تقسیم۔ آج ہی بڑھا دیں۔
- پلیٹو ڈیٹا ڈاٹ نیٹ ورک ورٹیکل جنریٹو اے آئی۔ اپنے آپ کو بااختیار بنائیں۔ یہاں تک رسائی حاصل کریں۔
- پلیٹوآئ اسٹریم۔ ویب 3 انٹیلی جنس۔ علم میں اضافہ۔ یہاں تک رسائی حاصل کریں۔
- پلیٹو ای ایس جی۔ کاربن، کلین ٹیک، توانائی ، ماحولیات، شمسی، ویسٹ مینجمنٹ یہاں تک رسائی حاصل کریں۔
- پلیٹو ہیلتھ۔ بائیوٹیک اینڈ کلینیکل ٹرائلز انٹیلی جنس۔ یہاں تک رسائی حاصل کریں۔
- ماخذ: https://www.nanowerk.com/news2/gadget/newsid=64521.php
- : ہے
- : ہے
- : نہیں
- :کہاں
- $UP
- 10
- 12
- 26
- 3d
- 3D پرنٹنگ
- 7
- 700
- 8
- 9
- a
- کی صلاحیت
- قابلیت
- ہمارے بارے میں
- اوپر
- حاصل
- ایکٹ
- اصل میں
- ایڈیشنل
- اضافی
- additive مینوفیکچرنگ
- جوڑتا ہے
- ایڈجسٹ
- فوائد
- امداد
- تمام
- ساتھ
- بھی
- ہمیشہ
- رقم
- an
- اور
- ایپلی کیشنز
- آرک
- فن تعمیر
- کیا
- ارد گرد
- AS
- ایسوسی ایٹ
- ایسوسی ایشن
- At
- مصنف
- گریز
- بنیادی طور پر
- BE
- کیونکہ
- اس سے پہلے
- بہتر
- بگ
- سب سے بڑا
- بورنگ
- روٹی
- تعمیر
- کاروبار
- کاروبار کی ترقی
- لیکن
- by
- کہا جاتا ہے
- کر سکتے ہیں
- نہیں کر سکتے ہیں
- وجہ
- سیلسیس
- سینٹر
- کچھ
- چیئر
- چیلنجوں
- تبدیل
- تبدیل کرنے
- خصوصیات
- کا انتخاب کیا
- مجموعہ
- مل کر
- کس طرح
- کامن
- عام طور پر
- کمپنی کے
- موازنہ
- زبردست
- مکمل طور پر
- پیچیدہ
- اجزاء
- پر مشتمل
- کمپیوٹر
- کانفرنس
- متواتر
- تعمیر
- کھپت
- مواد
- کنٹرول
- ٹھنڈی
- قیمت
- سکتا ہے
- کریکنگ
- تخلیق
- تخلیق
- اس وقت
- اپنی مرضی کے
- تاریخ
- ضرور
- مظاہرہ
- demonstrated,en
- شعبہ
- جمع
- ذخائر
- گہرائی
- ڈیزائن
- تباہ
- تفصیلات
- ترقی یافتہ
- ترقی
- مختلف
- مشکل
- سمت
- براہ راست
- do
- کرتا
- نہیں کرتا
- نہیں
- نیچے
- نیچے کی طرف
- ڈرائنگ
- کے دوران
- مؤثر طریقے
- ہنر
- مؤثر طریقے سے
- الیکٹرک
- ایمبیڈڈ
- کو چالو کرنے کے
- کے قابل بناتا ہے
- ختم
- توانائی
- توانائی کی کھپت
- کافی
- مکمل
- تخمینہ
- ETH
- ETH زیورخ
- بھی
- سب کچھ
- بیان کرتا ہے
- انتہائی
- تیز تر
- ٹونٹی
- محسوس
- چند
- بھرنے
- فائنل
- آخر
- پہلا
- بہاؤ
- کے لئے
- آگے
- ملا
- سے
- مکمل طور پر
- فنکشنل
- کھیل مبدل
- ستادوستی
- حاصل
- دی
- گلاس
- Go
- مقصد
- جا
- دانے دار
- گروپ کا
- ہاتھ
- ہے
- Held
- یہاں
- ہائی
- بهترین ریزولوشن
- پکڑو
- کی ڈگری حاصل کی
- کس طرح
- HTTPS
- بھاری
- تصویر
- اثرات
- اہم
- in
- دیگر میں
- سمیت
- صنعتی
- کے اندر
- مثال کے طور پر
- میں
- متعارف کرانے
- ملوث
- شامل ہے
- مسائل
- IT
- میں
- شامل ہو گئے
- فوٹو
- صرف
- رکھیں
- لیب
- بڑے
- بڑے پیمانے پر
- بڑے
- قیادت
- لیڈز
- کم سے کم
- ٹانگوں
- کم
- کی طرح
- لائن
- مائع
- کم
- مشین
- بنا
- برقرار رکھنے
- بنا
- مینوفیکچرنگ
- مواد
- مواد
- معاملہ
- دھات
- Metals
- طریقہ
- طریقوں
- پیمائش کا معیار
- مشرق
- منٹ
- ایم ائی ٹی
- ماڈل
- زیادہ
- زیادہ موثر
- سب سے زیادہ
- منتقل ہوگیا
- چالیں
- منتقل
- ضروری
- ضرورت ہے
- ضرورت
- غیر جانبدار
- عام طور پر
- اب
- باریک
- تعداد
- اعتراض
- of
- بند
- اکثر
- on
- ایک بار
- ایک
- کھولنے
- or
- دیگر
- ہمارے
- پر
- پر قابو پانے
- کاغذ.
- حصے
- راستہ
- لوگ
- پی ایچ ڈی
- ٹکڑے ٹکڑے
- پلاٹا
- افلاطون ڈیٹا انٹیلی جنس
- پلیٹو ڈیٹا
- کھلاڑی
- پوائنٹ
- پوائنٹس
- پروسیسنگ
- ممکنہ
- پیش وضاحتی
- پیش
- کی روک تھام
- پچھلا
- پرنٹ
- پرنٹنگ
- پرنٹس
- طریقہ کار
- کارروائییں
- عمل
- عمل
- پیدا
- تیار
- پیداوار
- ٹیچر
- prototyping کے
- شائع
- دھکا
- فوری
- جلدی سے
- تیزی سے
- میں تیزی سے
- شرح
- واقعی
- حال ہی میں
- حال ہی میں
- دوبارہ
- قابل اعتماد
- کی ضرورت
- تحقیق
- محققین
- قرارداد
- انقلاب
- ٹھیک ہے
- ربڑ
- قربان
- نمک
- کا کہنا ہے کہ
- کا کہنا ہے کہ
- پیمانے
- سائنسدان
- سیکنڈ
- دیکھ کر
- دیکھا
- منتخب
- سینئر
- کئی
- شکل
- ہونا چاہئے
- سے ظاہر ہوا
- ریشم
- بعد
- سائز
- چھوٹے
- So
- کچھ
- کچھ
- تیزی
- رفتار
- سٹینلیس سٹیل
- شروع
- سٹیل
- چپچپا
- ابھی تک
- مضبوط
- ساختی
- ساخت
- ڈھانچوں
- طالب علم
- مطالعہ
- مادہ
- موزوں
- کی حمایت کرتا ہے
- سطح
- مناسب
- معطلی
- ٹیبل
- لیتا ہے
- ٹیپ
- ٹیم
- ٹیکنیکل
- تکنیک
- تکنیک
- ٹیکنالوجی
- ٹیکنالوجی
- شرائط
- سے
- کہ
- ۔
- دنیا
- ان
- تو
- وہاں.
- یہ
- وہ
- چیزیں
- لگتا ہے کہ
- اس
- ان
- کے ذریعے
- بھر میں
- وقت
- اوقات
- ٹپ
- ٹائٹینیم
- کرنے کے لئے
- بھی
- عام طور پر
- us
- استعمال کی شرائط
- استعمال کیا جاتا ہے
- استعمال کیا
- متغیر
- بہت
- ویڈیو
- حجم
- چلتا
- چاہتے ہیں
- تھا
- دیکھیئے
- راستہ..
- we
- اچھا ہے
- تھے
- کیا
- جس
- جبکہ
- ڈبلیو
- گے
- وائر
- ساتھ
- لکڑی
- کام
- دنیا
- گا
- آپ
- اور
- یو ٹیوب پر
- زیفیرنیٹ
- زیورخ
سے زیادہ نانوورک
ٹیم کو پانی پر مبنی بیٹریوں میں ذخیرہ کرنے کی بڑی صلاحیت ملتی ہے۔
ماخذ نوڈ: 2563051
ٹائم اسٹیمپ: اپریل 4، 2023
کاربن نانوٹوب سپر لبریسیٹی کوٹنگ رگڑ، پہننے سے ہونے والے معاشی نقصانات کو کم کر سکتی ہے۔
ماخذ نوڈ: 2707633
ٹائم اسٹیمپ: جون 7، 2023

100 سال پرانا مشہور سیال حرکیات کا رشتہ کاربن نانوٹوب پورز کے اندر مکمل طور پر ٹوٹ جاتا ہے۔
ماخذ نوڈ: 2013859
ٹائم اسٹیمپ: مارچ 14، 2023
'سمارٹ' پٹیاں زخموں کی نگرانی کرتی ہیں اور ٹارگٹڈ علاج فراہم کرتی ہیں۔
ماخذ نوڈ: 2538905
ٹائم اسٹیمپ: مارچ 24، 2023
بیکٹیریا میں پروٹین کرسٹل کی انجینئرنگ کے ساتھ مصنوعی فتوسنتھیس کی طرف
ماخذ نوڈ: 2785120
ٹائم اسٹیمپ: جولائی 25، 2023
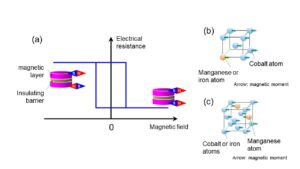
محققین نے ایسے مواد کو دریافت کیا جس میں مقناطیسی مزاحمت کی نمائش ہوتی ہے۔
ماخذ نوڈ: 2710651
ٹائم اسٹیمپ: جون 9، 2023

محققین نے غیر وائرل جین ایڈیٹنگ کے ساتھ ساتھ ڈی این اے کی مرمت کی ایک نئی قسم کو بہتر بنانے کا ایک طریقہ دریافت کیا۔
ماخذ نوڈ: 2644736
ٹائم اسٹیمپ: 11 فرمائے، 2023
دماغ میں نیورو ٹرانسمیٹر کا پتہ لگانے کے لیے نینو پروبس تیار کرنا
ماخذ نوڈ: 1990547
ٹائم اسٹیمپ: مارچ 3، 2023
نینو ٹیکنالوجی نابینا پن کے لیے جین تھراپی کو بہتر بنا سکتی ہے۔
ماخذ نوڈ: 1894503
ٹائم اسٹیمپ: جنوری 11، 2023
ٹیومر سیلز کو پکڑنے اور چھوڑنے کے لیے سمارٹ بائیو الیکٹرانک آلات کا استعمال
ماخذ نوڈ: 2869446
ٹائم اسٹیمپ: ستمبر 8، 2023
ملٹی سیلولر روبوٹس کے لیے ملٹی کمپارٹمنٹ جھلی: ہر کسی کو کسی نہ کسی جسم کی ضرورت ہوتی ہے۔
ماخذ نوڈ: 2587398
ٹائم اسٹیمپ: اپریل 14، 2023

AI تیار فن تعمیر FeFETs کے ساتھ طاقت کو دوگنا کرتا ہے۔
ماخذ نوڈ: 2956762
ٹائم اسٹیمپ: اکتوبر 26، 2023