Koppars resistivitet beror på dess kristallstruktur, tomrumsvolym, korngränser och materialgränssnittsfelmatchning, vilket blir mer betydande i mindre skalor. Bildandet av koppartrådar (Cu) görs traditionellt genom att etsa ett trenchmönster i lågk-kiseldioxid med hjälp av en trenchetsprocess, och därefter fylla diket med Cu via ett damaskiskt flöde. Tyvärr producerar denna metod multikristallina strukturer med betydande korngränser och tomrum, vilket ökar Cu-trådens motstånd. Ett högresistivt TaN-fodermaterial används också i denna process för att förhindra Cu-diffusion under damascene-glödgningsprocessen.
Fysisk ångavsättning (PVD) kan användas för att avsätta koppar vid höga kinetiska energier (mellan 10 till 100 eV), vilket bildar låga motstånd, täta enkristallstrukturer. En nackdel med PVD är att PVD-avsättning har en siktspridning och endast kan deponeras enhetligt på plana ytor. Den kan inte användas för att fylla djupa hål eller diken (figur 1a). För att bilda isolerade trådformer måste ett enhetligt Cu-skikt avsättas på en plan yta och sedan etsas fysiskt av jonstrålar. Cu bildar inga flyktiga föreningar med reaktiva gaser, så en reaktiv jonetsningsprocess kan inte användas. Accelererade Ar-joner som skapas under jonstråleetsning (IBE) kan ta bort Cu om infallsvinkeln är mycket hög. Tyvärr kommer de etsbara områdena att vara begränsade på grund av maskskuggningseffekter. Figur Ib visar de områden (i rött) där material inte kan etsas när masken är vinkelrät mot den inkommande jonstrålen. Detta etsningsfel uppstår på grund av antingen skuggning eller blockering av den utstötta atomens väg. När masken är parallell med jonbanan kan alla omaskerade områden etsas. Således är jonstråleetsning begränsad till etsning av linjeformade masker av godtyckligt långa längder.

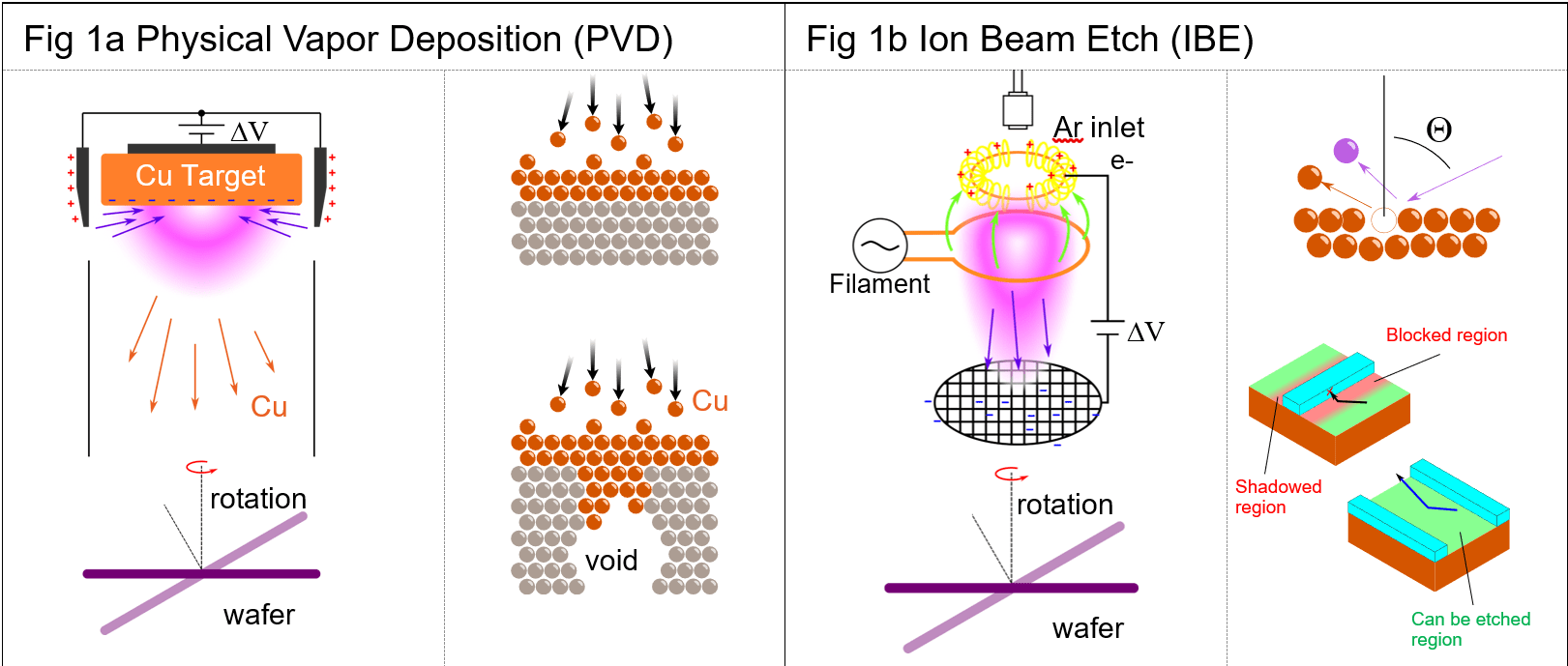
Fig. 1: (la) Fysisk ångavsättning (PVD); (1b) Jonstråleetsning (IBE).
Processsteg och virtuell tillverkningsprocess
För att förstå effekten av deponering och etsning på linjemotstånd, modellerar vi nu PVD- och IBE-etsningsprocesserna med hjälp av SEMulator3D synlighetsdeposition och etsningsfunktioner. PVD reproducerades med en 30 graders vinkelspridningsdeponeringsprocess i SEMulator3D, som noggrant modellerar den slumpmässiga naturen hos utstötta Cu-atomer under bombardemang med AR-joner. IBE reproducerades i modellen med hjälp av en siktets etsning med en 2 graders vinkelspridning och en 60 graders polär vinkellutning, för att återspegla beteendet hos nätaccelererade joner med divergens i lågt ljus. Båda skivorna antas ha fri rotation. Andra processsteg har justerats i den virtuella tillverkningsprocessen för att tillgodose IBE- och PVD-begränsningar. Figur 2 visar samma struktur skapad med både en damascene Cu-fyllning (figur 2a) och PVD/IBE-process (figur 2b). Ytterligare processsteg inkluderades för att införliva vissa begränsningar av PVD/IBE och skapa motsvarande form för våra önskade slutstrukturer.


Fig. 2: (2a) tillverkning av Cu-tråd för damascenefyllning; (2b) Tillverkning av PVD/IBE Cu-tråd.
Vi visar sedan att en likvärdig 16nm SRAM-kretscell kan tillverkas med PVD/IBE-ledningar samtidigt som dessa begränsningar respekteras. Eftersom alla metallskikt ovanför mittänden av linjen är tillverkade av en plan yta, gör detta det till en idékandidat för PVD/IBE-ledningar, till skillnad från de komplexa sammankopplingstopologier som ses i en finFET-enhet. Figur 3 visar den isolerade strukturen för varje metallskikt och de nödvändiga stegen som behövs för att skapa en finFET-struktur med tre metallskikt med PVD/IBE.


Fig. 3: (3a) 16 nm FinFET MEOL och 3 metallskikt; (3b) Steg för steg tillverkning av metallskikt via PVD/IBE.
Motståndsresultat och slutsats
Vi mäter sedan det elektriska motståndet hos ledningarna från det översta metallskiktet ner till viorna i finFET P- och N-kanalerna, för både damaskens flöde och fysisk ångavsättning. Figur 4 visar startpunkten och slutpunkten för resistansmätningen vid P- och N-kanalerna (alla andra isoleringsmaterial är transparenta). För att kompensera för gränssnittsresistansen mellan TaN-linern och koppartråden ökades kopparresistiviteten genom att använda en exponentiell avklingningskonstant på 1 nm som en funktion av det närmaste avståndet till TaN-gränssnittet. Eftersom en damasken fyllning Cu-deposition inte förväntas vara helt kristallin, ökades resistiviteten hos Cu med 50 %. PVD/IBE-kopparprocessen använder inte en TaN-liner, så den exponentiella sönderfallsfunktionen applicerades inte, och bulkresistiviteten hos koppar användes i denna modell. En tabell över resistivitet som jämför ett Damascene-flöde vs. PVD finns i figur 4.

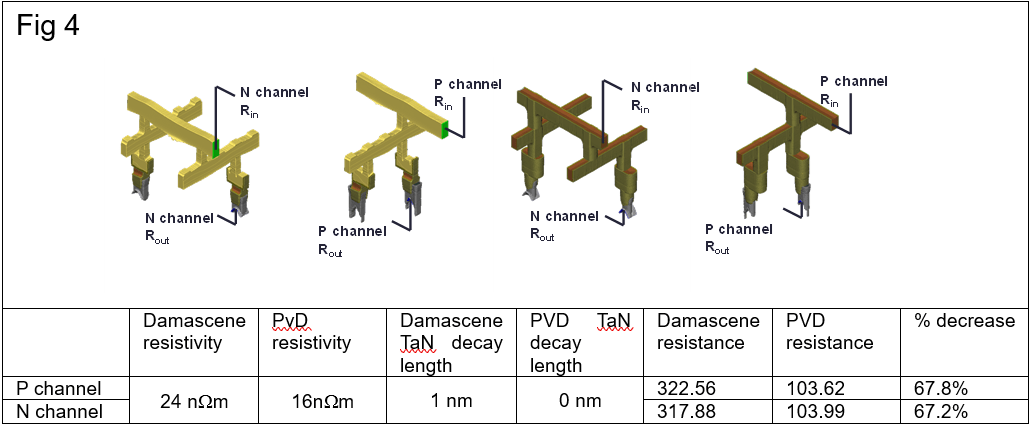
Fig. 4: Startpunkt och slutpunkt för resistansmätningen vid P- och N-kanalerna.
Resistansvärdena som beräknats från vår modell anger att vi kan uppnå en 67% minskning av motståndet med IBE/PVD-tillverkningsmetoden jämfört med en konventionell dikesetsning följt av damascenavsättning. Detta inträffar eftersom ingen TaN-liner behövs i IBE/PVD och det finns lägre CU-resistivitet under denna process. Våra resultat indikerar att resistivitetsförbättringar kan uppnås genom att använda IBE/PVD jämfört med damascenefyllning under metalllinjebildning, till priset av en mer komplex tillverkningsprocess.

Timothy Yang
(alla inlägg)
Timothy Yang är en programvaruingenjör på Coventor, ett Lam Research Company. Han arbetar med processutveckling, integration och applikationer för avkastningsförbättring, med expertis inom minnesteknologier. Innan sitt arbete på Coventor arbetade Yang på Tokyo Electron med att utveckla etsningsscheman, tekniker för förbättring av mönster efter litografi, processflödeskontroll för SADP- och SAQP-mönstertillämpningar samt EUV- och immersionslitografi-fotoresistteknik. Yang fick sin BS-examen i fysik från UCLA, en MS-examen i materialvetenskap från Chiba Institute of Technology och en Ph.D. examen i materialvetenskap från Tohoku University.
- SEO-drivet innehåll och PR-distribution. Bli förstärkt idag.
- Platoblockchain. Web3 Metaverse Intelligence. Kunskap förstärkt. Tillgång här.
- Minting the Future med Adryenn Ashley. Tillgång här.
- Källa: https://semiengineering.com/a-deposition-and-etch-technique-to-lower-resistance-of-semiconductor-metal-lines/
- : har
- :är
- ][s
- 1
- 10
- 100
- a
- ovan
- accelererad
- rymma
- exakt
- Uppnå
- uppnås
- Annat
- justerat
- Alla
- Alla inlägg
- och
- Vinkel
- tillämpningar
- tillämpas
- AR
- ÄR
- AS
- antas
- At
- atomen
- BE
- Stråle
- blir
- varit
- mellan
- gränser
- by
- beräknat
- KAN
- kandidat
- kan inte
- vissa
- kanaler
- företag
- jämfört
- jämförande
- komplex
- konstant
- begränsningar
- kontroll
- konventionell
- Koppar
- Pris
- skapa
- skapas
- Kristall
- datum
- minskning
- djup
- Examen
- demonstrera
- beror
- deposition
- avsatt
- önskas
- utveckla
- Utveckling
- anordning
- Diffusion
- displayer
- avstånd
- Avvikelse
- ner
- under
- varje
- effekt
- effekter
- antingen
- ingenjör
- Motsvarande
- EV
- förväntat
- expertis
- exponentiell
- Misslyckande
- Figur
- fylla
- platta
- flöda
- följt
- För
- formen
- bildning
- former
- Fri
- från
- fullständigt
- fungera
- funktioner
- Rutnät
- Har
- he
- Hög
- höggradigt
- Hål
- HTTPS
- Tanken
- nedsänkning
- förbättring
- förbättringar
- in
- incident
- ingår
- Inkommande
- införliva
- ökat
- Ökar
- indikerar
- Institute
- integrering
- Gränssnitt
- isolerat
- IT
- DESS
- jpg
- Lam
- lager
- skikt
- begränsningar
- Begränsad
- linje
- rader
- Lång
- Låg
- GÖR
- mask
- Masker
- Materialet
- material
- max-bredd
- mäta
- Minne
- metall
- metod
- Mitten
- modell
- modeller
- mer
- Natur
- nödvändigt för
- behövs
- of
- on
- beställa
- Övriga
- vår
- Parallell
- bana
- Mönster
- fysisk
- Fysiskt
- Fysik
- plato
- Platon Data Intelligence
- PlatonData
- Punkt
- polärt
- Inlägg
- inlägg
- förhindra
- Innan
- process
- processer
- slumpmässig
- mottagna
- Red
- reflektera
- regioner
- ta bort
- forskning
- Resistens
- Resultat
- s
- Samma
- skalor
- system
- Vetenskap
- halvledare
- Forma
- formad
- former
- Visar
- Syn
- signifikant
- Kisel
- eftersom
- enda
- mindre
- So
- Mjukvara
- spridning
- Starta
- Ange
- Steg
- Steg
- struktur
- Senare
- yta
- bord
- tekniker
- Tekniken
- Teknologi
- den där
- Smakämnen
- Dessa
- tre
- miniatyr
- till
- Tokyo
- översta
- traditionellt
- transparent
- UCLA
- förstå
- universitet
- användning
- Begagnade
- utnyttjas
- Värden
- via
- Virtuell
- synlighet
- flyktiga
- volym
- vs
- som
- medan
- kommer
- Wire
- med
- Arbete
- arbetade
- fungerar
- Avkastning
- zephyrnet