The first mentions of Lean Six Sigma date back to the late 1990s and early 2000s. Increase of practical application of “combined methodology”, resulted in creation of the theoretical concept of “Lean Six Sigma”, and it was a predominant theme of:
- “Lean Six Sigma: Combining Six Sigma with Lean Speed”, 2002, book by Michael L. George
- “Leaning Into Six Sigma: A Parable of the Journey to Six Sigma and a Lean Enterprise”, 2003, book by Barbara Wheat, Chuck Mills, and Mike Carnell
Lean Six Sigma requires the re-qualification of Lean and Six Sigma tools from their narrow applicability in manufacturing and quality processes to any operation that produces certain output (e.g. job candidate selection process). The combination of data analysis tools and techniques (Six Sigma) with the philosophy of eliminating waste (Lean), can provide unique opportunities to improve business efficiency.
How do Supply Chain problems fit into the Lean Six Sigma methodology?
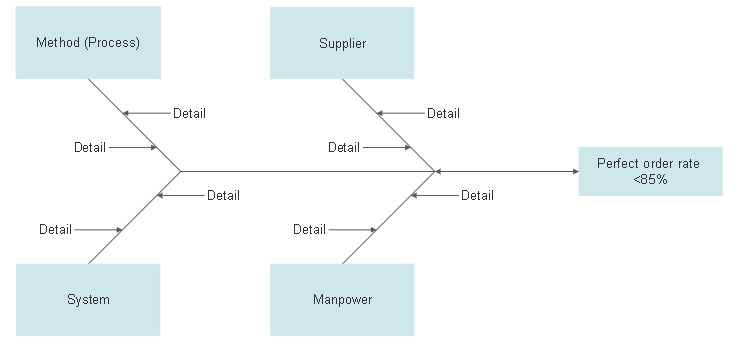
Let’s explore how Lean Six Sigma can be applied to a supply chain using a practical example. Imagine that we run an online store and we repeatedly receive complaints from customers about order defects (e.g. missing and damaged items). To measure order defects, we use the “perfect order rate” KPI. The current level of perfect order rate is 84.6%, and we want to increase it to >95%.
Perfect order rate, similar to most other supply chain KPIs, can be translated into one of 8 forms of waste according to Lean methodology, and this waste is called “defect”. Defects hurt the business for 3 reasons:
- Defects hurt customer satisfaction
- Defects require rework
- Defects cause delays
The low perfect order rate is also a quality concern which is a dominant theme of Six Sigma, and the current quality level for the order management process is far away from the 3.4 defects per million orders, which is a Six Sigma goal (in many cases it is an unachievable, ideal state, resulting in constant need for continuous improvement).
All of the main supply chain KPIs (Perfect order rate, Cash-to-Cash Time, Supply Chain Cycle Time, Fill Rate, Inventory Turnover), can be linked to the problem categories addressed by the Lean Six Sigma methodology.
How to apply the DMAIC cycle to Supply Chain problems?
DMAIC, which stands for Define, Measure, Analyze, Improve, and Control, is a standardized way to solve a problem in the Lean Six Sigma methodology. The best way to see the DMAIC cycle in action is to apply it to the perfect order ratio problem mentioned earlier.
1. Define phase. Tools which can be used to better understand the perfect order ratio problem:
- Value-stream mapping can provide a detailed visual representation of process steps, and reveal potential bottlenecks.
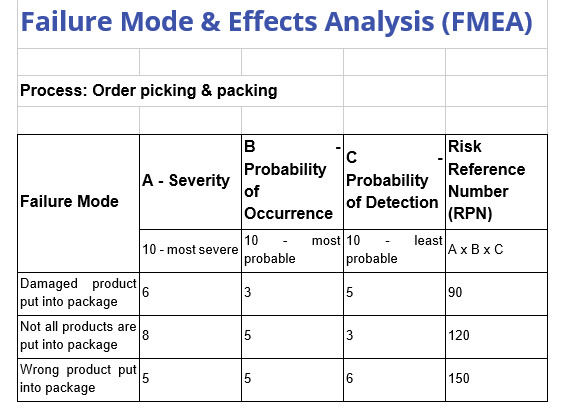
- Failure Mode & Effects Analysis will help identify potential “failure modes” and prioritize which potential failures should be addressed first.
 2. Measure phase. Tools which can be used to measure the perfect order ratio problem (beyond KPI itself):
2. Measure phase. Tools which can be used to measure the perfect order ratio problem (beyond KPI itself):
- Trend charts can reveal a potential correlation between the two business events – is the drop in perfect order ratio correlated with the new warehouse operator?
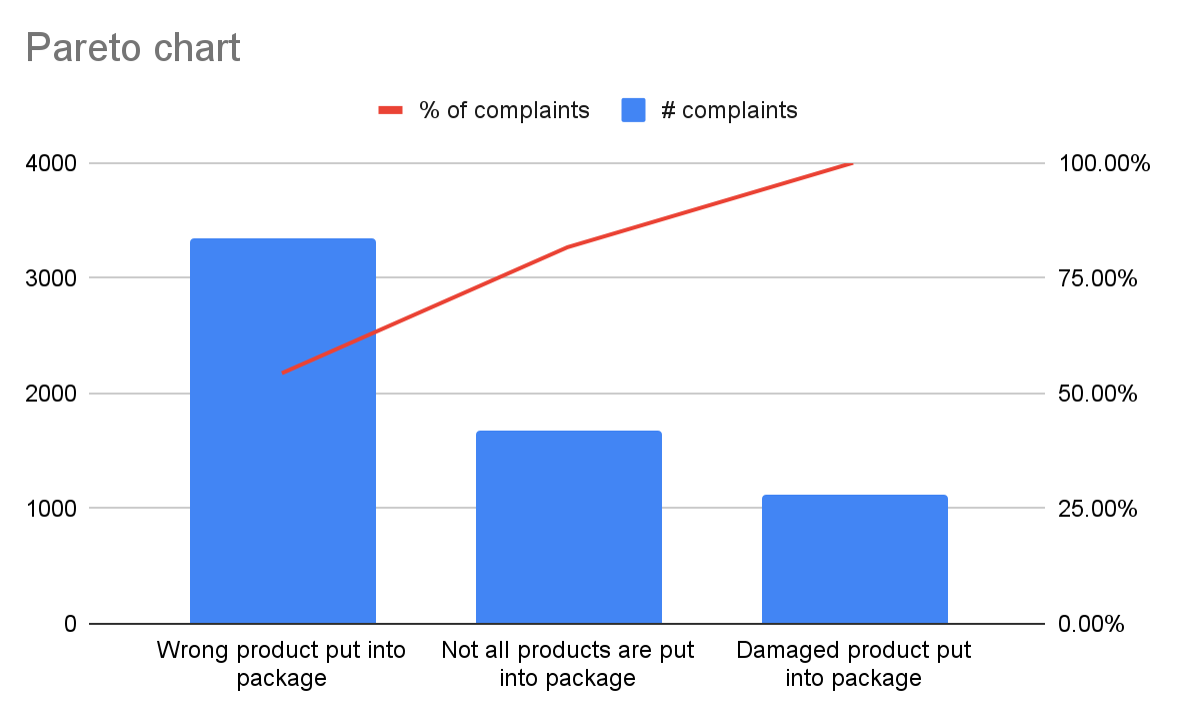
- Pareto charts are a visual representation of the 80-20 rule. It may be beneficial to pair Pareto charts with FMEA to determine the severity of failure modes (e.g. 20% of failure modes cause 80% of customer complaints).
 3. Analyze phase. Tools which can be used to analyze the perfect order ratio problem:
3. Analyze phase. Tools which can be used to analyze the perfect order ratio problem:
- A Ishikawa diagram defines root causes by splitting them into generic categories.
- Regression Analysis is a powerful statistical tool which can be used to understand the degree of correlation between trends identified using trend charts. Correlation doesn’t necessarily mean causation, but it can provide a valuable clue as to which direction to look for a problem resolution.
4. Improve phase. Unlike the previous DMAIC stages, the improvement phase is hardly standardized. Almost every improvement is unique and depends on the business situation. However, there is a one generic tool which is used extensively in almost every company:
- Brainstorming is a concept that doesn’t require a presentation. However, there are two approaches that can improve the effectiveness of a brainstorming session:
- Have participants write down their ideas before the brainstorming meeting. Otherwise the discussion may take a direction dictated by the most vocal participants, and many useful ideas may be lost.
- Brainstorming output is usually overly optimistic. Have a group consider potential obstacles and how to decrease the likelihood of failure. A creative way to do this is to ask participants to imagine that the proposed solution failed 1 year from now. Have them create a story about what went wrong.
5. Control phase. The best tool for controlling manufacturing processes is Statistical Process Control. Unfortunately, it has a modest applicability in case of most non-manufacturing processes. The optimal solution for the perfect order ratio problem will be constant analysis of the perfect order ratio KPI.
About the author
 Vladyslav Bahniuk, currently serving as Board Member and Marketing Chair at the Council of Supply Chain Management Professionals Poland, is a seasoned professional with a profound understanding of Supply Chain Digital Technology, Sales and Operations Planning, and Advanced Data Analytics. With a track record of success spanning multiple industries, including pharmaceuticals, consulting, home appliances, and FMCG, Vladyslav has consistently delivered innovative solutions and driven impactful change.
Vladyslav Bahniuk, currently serving as Board Member and Marketing Chair at the Council of Supply Chain Management Professionals Poland, is a seasoned professional with a profound understanding of Supply Chain Digital Technology, Sales and Operations Planning, and Advanced Data Analytics. With a track record of success spanning multiple industries, including pharmaceuticals, consulting, home appliances, and FMCG, Vladyslav has consistently delivered innovative solutions and driven impactful change.
- SEO Powered Content & PR Distribution. Get Amplified Today.
- PlatoData.Network Vertical Generative Ai. Empower Yourself. Access Here.
- PlatoAiStream. Web3 Intelligence. Knowledge Amplified. Access Here.
- PlatoESG. Carbon, CleanTech, Energy, Environment, Solar, Waste Management. Access Here.
- PlatoHealth. Biotech and Clinical Trials Intelligence. Access Here.
- Source: https://www.allthingssupplychain.com/how-can-the-lean-six-sigma-methodology-be-applied-to-supply-chain-problems/?utm_source=rss&utm_medium=rss&utm_campaign=how-can-the-lean-six-sigma-methodology-be-applied-to-supply-chain-problems
- :has
- :is
- 1
- 300
- 420
- 8
- 84
- 95%
- a
- About
- According
- Action
- addressed
- advanced
- almost
- also
- an
- analysis
- analytics
- analyze
- and
- any
- appliances
- Application
- applied
- Apply
- approaches
- ARE
- AS
- ask
- At
- away
- back
- BE
- before
- beneficial
- BEST
- Better
- between
- Beyond
- board
- board member
- book
- bottlenecks
- business
- but
- by
- called
- CAN
- candidate
- case
- cases
- categories
- Cause
- causes
- certain
- chain
- Chair
- change
- Chart
- Charts
- chuck
- combination
- combining
- company
- complaints
- concept
- Concern
- Consider
- consistently
- constant
- consulting
- continuous
- control
- controlling
- correlated
- Correlation
- Council
- create
- creation
- Creative
- Current
- Currently
- customer
- Customers
- cycle
- data
- data analysis
- Data Analytics
- Date
- decrease
- define
- Defines
- Degree
- delivered
- depends
- detailed
- Determine
- dictated
- digital
- digital technology
- direction
- discussion
- do
- Doesn’t
- dominant
- down
- driven
- Drop
- e
- Earlier
- Early
- effectiveness
- effects
- efficiency
- eliminating
- Ether (ETH)
- events
- Every
- example
- explore
- extensively
- Failed
- Failure
- far
- fill
- First
- fit
- fmcg
- For
- forms
- from
- goal
- Group
- Have
- help
- Home
- How
- How To
- However
- HTTPS
- Hurt
- ideal
- ideas
- identified
- identify
- imagine
- impactful
- improve
- improvement
- in
- Including
- Increase
- industries
- innovative
- into
- inventory
- IT
- items
- itself
- Job
- journey
- jpg
- Late
- Level
- likelihood
- linked
- Look
- lost
- Low
- Main
- management
- manufacturing
- many
- Marketing
- max-width
- May..
- mean
- measure
- meeting
- member
- mentioned
- mentions
- Methodology
- Michael
- mike
- million
- missing
- Mode
- modes
- modest
- most
- multiple
- necessarily
- Need
- New
- now
- obstacles
- of
- on
- ONE
- online
- online store
- operation
- Operations
- operator
- opportunities
- optimal
- Optimistic
- order
- orders
- Other
- otherwise
- output
- overly
- pair
- Pareto
- participants
- per
- perfect
- pharmaceuticals
- phase
- philosophy
- planning
- plato
- Plato Data Intelligence
- PlatoData
- Poland
- potential
- powerful
- Practical
- presentation
- previous
- Prioritize
- Problem
- problems
- process
- processes
- produces
- professional
- professionals
- profound
- proposed
- provide
- quality
- Rate
- ratio
- reasons
- receive
- record
- REPEATEDLY
- representation
- require
- requires
- Resolution
- resulted
- resulting
- reveal
- root
- Rule
- Run
- sales
- seasoned
- see
- selection
- serving
- session
- severity
- should
- Sigma
- similar
- situation
- SIX
- solution
- Solutions
- SOLVE
- spanning
- stages
- standardized
- stands
- State
- statistical
- Steps
- store
- Story
- success
- supply
- supply chain
- supply chain management
- table
- Take
- techniques
- Technology
- that
- The
- their
- Them
- theme
- theoretical
- There.
- this
- time
- to
- tool
- tools
- track
- Trend
- Trends
- turnover
- two
- understand
- understanding
- unfortunately
- unique
- unlike
- use
- used
- using
- usually
- Valuable
- vocal
- want
- Warehouse
- was
- Waste
- Way..
- we
- went
- What
- which
- will
- with
- write
- Wrong
- year
- zephyrnet