ডিভাইসের আকার কমানোর প্রবণতা ক্রমবর্ধমান ইনপুট/আউটপুট (I/O) এবং সার্কিট ঘনত্বের ক্রমাগত চাহিদার জন্ম দেয় এবং এই চাহিদাগুলি সূক্ষ্ম তামা (Cu) পুনঃবন্টন স্তর সহ একটি উচ্চ-ঘনত্বের ফ্যান-আউট (HDFO) প্যাকেজের বিকাশকে উৎসাহিত করে। (RDL)। উচ্চ কর্মক্ষমতা সহ মোবাইল এবং নেটওয়ার্কিং অ্যাপ্লিকেশনের জন্য, এইচডিএফও একটি উদীয়মান সমাধান কারণ ওয়েফার লেভেল ফ্যান-আউট (ডব্লিউএলএফও) এর মতো অন্যান্য প্যাকেজ ধরনের তুলনায় এইচডিএফও-তে আক্রমনাত্মক ডিজাইনের নিয়ম প্রয়োগ করা যেতে পারে। এইচডিএফও একটি প্যাকেজে একাধিক চিপের সমাবেশের অনুমতি দেয় এবং চিপগুলিকে আন্তঃসংযোগ করতে বেশিরভাগ সূক্ষ্ম Cu RDL ব্যবহার করা হয়। উপরন্তু, এইচডিএফও অ্যাপ্লিকেশনের উপর নির্ভর করে ওয়েফার এবং সাবস্ট্রেট স্তরে তৈরি করা যেতে পারে, যার প্যাকেজ আকারের ক্ষেত্রে আরও ভাল মাপযোগ্যতা রয়েছে।
এইচডিএফও-তে Cu RDL পলিমাইড (PI) এর মতো একটি ডাইইলেকট্রিক স্তরের সাথে এম্বেড করা হয় এবং চিপগুলির মধ্যে বা সাবস্ট্রেট থেকে চিপে সংকেত স্থানান্তর করে। Cu RDL এর মধ্য দিয়ে কারেন্ট প্রবাহিত হওয়ার সাথে সাথে জুল হিটিং জেনারেশনের কারণে কন্ডাকটরে তাপ জমা হয়। এই তাপ জমে কর্মক্ষমতার অবনতি ঘটাতে পারে। যেহেতু প্রয়োজনীয় বর্তমান ঘনত্ব এবং জুল গরম করার তাপমাত্রা সূক্ষ্ম Cu RDL কাঠামোতে বাড়ছে, এটি HDFO প্যাকেজিং কর্মক্ষমতার একটি গুরুত্বপূর্ণ কারণ হিসাবে বিবেচিত হয়।
যেহেতু সূক্ষ্ম Cu RDL-এর উচ্চ নির্ভরযোগ্যতা কর্মক্ষমতা থাকা উচিত, তাই সম্প্রতি RDL-এর বিভিন্ন কাঠামো চালু করা হয়েছে, যেমন এমবেডেড ট্রেস RDL (ETR) এবং উচ্চ ঘনত্বের আন্তঃসংযোগ এবং নির্ভরযোগ্যতা কর্মক্ষমতার জন্য অজৈব ডাইইলেকট্রিক দ্বারা আবৃত Cu ট্রেস [1, 2]। সূক্ষ্ম Cu RDL নির্ভরযোগ্যতা কর্মক্ষমতা মূল্যায়ন সংক্রান্ত অনেক গবেষণাও পরিচালিত হয়েছে।
ইলেক্ট্রোমিগ্রেশন (ইএম) হল Cu RDL এর নির্ভরযোগ্যতা এবং বৈদ্যুতিক বৈশিষ্ট্যগত কর্মক্ষমতা মূল্যায়ন করার জন্য একটি আইটেম। ইএম হল ইলেকট্রন প্রবাহের ফলে কন্ডাকটরে ধাতব পরমাণুর ক্রমান্বয়ে চলাচলের মাধ্যমে একটি প্রসারণ-নিয়ন্ত্রিত প্রক্রিয়া। ধাতব পরমাণুর এই ভর পরিবহনের ফলে ক্যাথোডের পাশে শূন্যতা তৈরি হয় এবং কন্ডাকটরের অ্যানোড পাশে টিলা তৈরি হয়। এই প্রক্রিয়াগুলির ফলে বৈদ্যুতিক ধারাবাহিকতা নষ্ট হয়। বৈদ্যুতিক স্থানান্তর আচরণ বৈশিষ্ট্য আকার, চাপের অবস্থা, ইলেকট্রন প্রবাহের দিক এবং পরীক্ষা কাঠামো যেমন যৌথ ধাতুবিদ্যা দ্বারা প্রভাবিত হয়। Cu RDL EM পরীক্ষার ক্ষেত্রে, শুধুমাত্র ইলেক্ট্রন প্রবাহ বলই নয় কিন্তু কন্ডাকটরে তাপীয় গ্রেডিয়েন্টও রয়েছে, তাই EM অবক্ষয়কে বৈদ্যুতিক সম্ভাবনা এবং তাপ শক্তির জন্য দায়ী করা হয় [3]।
EM পরীক্ষার ফলাফল ব্যবহার করে, নির্দিষ্ট ক্ষেত্রের পরিস্থিতিতে সর্বাধিক অনুমোদিত বর্তমান ঘনত্ব বা জীবনকালের পূর্বাভাস দেওয়া সম্ভব। ত্বরিত অবস্থার অধীনে সম্পাদিত EM পরীক্ষা এবং EM পরীক্ষামূলক ডেটার উপর ভিত্তি করে এক্সট্রাপোলেশন একটি ব্যবহারের ক্ষেত্রে বর্তমান বা জীবনকালের মান অনুমান করতে ব্যবহার করা যেতে পারে। গণনার জন্য, ব্ল্যাকের মডেল, যা 1969 সালে জেমস ব্ল্যাক দ্বারা প্রকাশিত হয়েছিল, ব্যাপকভাবে ব্যবহৃত হয়। এই মডেলের কিছু ফ্যাক্টর ব্যর্থ বন্টন মডেল যেমন Weibull এবং lognormal ডিস্ট্রিবিউশন ফিটিং দ্বারা নির্ধারিত হয়। এই কাগজে, বিভিন্ন বর্তমান এবং তাপমাত্রার অবস্থার অধীনে একটি HDFO প্যাকেজে ≤ 10 µm সহ Cu RDL-এর EM চরিত্রায়ন এবং ব্যর্থতার বিশ্লেষণের ফলাফলগুলি বর্ণনা করা হয়েছে। উপরন্তু, অপারেটিং তাপমাত্রা এবং জীবনকালের বিভিন্ন ব্যবহারের শর্তের অধীনে আনুমানিক সর্বাধিক অনুমোদিত বর্তমানের বর্ধিত অনুপাত প্রদান করা হয়।
HDFO প্যাকেজে Cu RDL কাঠামো
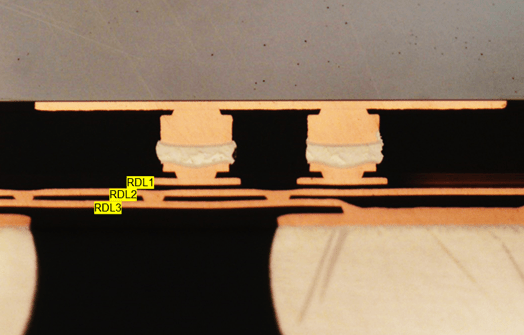
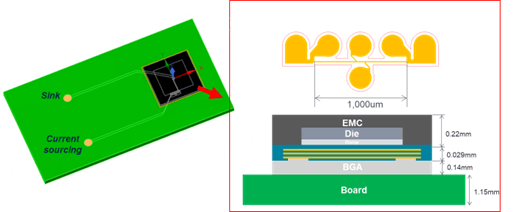
Cu RDL EM পরীক্ষার জন্য একটি HDFO প্যাকেজ তৈরি করা হয়েছিল। প্যাকেজ বডি এবং ডাই সাইজ ছিল যথাক্রমে 8.5 মিমি x 8.5 মিমি এবং 5.6 মিমি x 5.6 মিমি। এইচডিএফও টিভিতে একটি মাল্টি-লেয়ার RDL কাঠামো রয়েছে যার প্রতিটি RDL-এর জন্য 3-µm পুরুত্বের তিনটি স্তর এবং Ti/Cu বীজ স্তর রয়েছে। এছাড়াও, পলিমাইড সূক্ষ্ম Cu RDL ঘিরে একটি অস্তরক উপাদান হিসাবে প্রয়োগ করা হয়েছিল। RDL কাঠামোর উপরে কিউ পিলার বাম্প, ডাই এবং মোল্ড রয়েছে। ছাঁচ টাইপ ডাই উপরের দিকে আচ্ছাদন ছাঁচ উপর হয়. সামগ্রিক Cu RDL গঠন চিত্র 1 এ দেখানো হয়েছে।

চিত্র 1: তিনটি RDL সহ HDFO পরীক্ষার গাড়ির ক্রস সেকশন ভিউ।
1000-µm দৈর্ঘ্য, 2- এবং 10-µm প্রস্থ সহ একটি সোজা Cu RDL ডিজাইন এবং পরীক্ষা করা হয়েছিল। এইচডিএফওতে Cu RDL ছিল সবচেয়ে নিচের স্তর (RDL3)। কারেন্ট ফোর্সিং এবং ভোল্টেজ সেন্সিং এর জন্য চারটি বল গ্রিড অ্যারে (BGA) বল পরীক্ষিত Cu RDL এর সাথে সংযুক্ত ছিল। চিত্র 2 পরীক্ষিত RDL ডিজাইনের পরিকল্পিত চিত্র দেখায়।

চিত্র 2: ইলেক্ট্রোমাইগ্রেশন পরীক্ষার জন্য Cu RDL ডিজাইন। 'F' এবং 'S' মানে যথাক্রমে কারেন্ট ফোর্সিং এবং ভোল্টেজ সেন্সিং।
ইলেক্ট্রোমিগ্রেশন পরীক্ষা
এইচডিএফও পরীক্ষার যানটি EM পরীক্ষা সিস্টেমের সাথে বৈদ্যুতিক সংযোগের জন্য পরীক্ষা বোর্ডে পৃষ্ঠে মাউন্ট করা হয়েছিল এবং পৃষ্ঠ মাউন্ট করার পরে দ্বিতীয় আন্ডারফিল প্রয়োগ করা হয়নি। 10-µm প্রস্থের Cu RDL 7.5, 10 এবং 12.5 x 10 এর সরাসরি প্রবাহের অধীনে চাপ দেওয়া হয়েছিল5এ/সেমি2 এবং তাপমাত্রা 174, 179, 188 এবং 194 ডিগ্রি সেলসিয়াস। 2-µm প্রস্থের Cu RDL EM পরীক্ষাটি সরাসরি কারেন্ট 12.5 x 10 এর অধীনেও পরীক্ষা করা হয়েছিল5এ/সেমি2 এবং তাপমাত্রা 157 ডিগ্রি সেলসিয়াস। পরীক্ষার শর্তগুলি সারণি 1-এ নির্দেশিত হয়েছে। পরীক্ষার তাপমাত্রা Cu RDL-এ তাপমাত্রা হিসাবে বিবেচিত হয়। অতএব, জুল গরম করার পরিমাণ ক্ষতিপূরণ দিয়ে চুলার তাপমাত্রা সেট করা হয়েছিল। জুল হিটিং ক্রমাঙ্কন প্রতিটি স্ট্রেস কারেন্টে করা হয়েছিল কারণ এটি বর্তমান ঘনত্বের পরিমাণের উপর নির্ভর করে।
জুল গরম করার ক্রমাঙ্কনের জন্য, কম এবং চাপের বর্তমান অবস্থার অধীনে একাধিক তাপমাত্রায় প্রতিরোধের পরিমাপ করা হয়েছিল। নিম্ন কারেন্টকে এমন অবস্থা হিসাবে বিবেচনা করা হয় যা নন-জুল হিটিং তৈরি করে। পরিবেষ্টিত তাপমাত্রা বৃদ্ধির সাথে সাথে প্রতিরোধের মান বৃদ্ধি পায় এবং নিম্ন বর্তমান পরিস্থিতিতে প্রতিরোধের পরিবর্তন আচরণ প্রতিরোধের তাপ সহগ (TCR) মান পেতে ব্যবহৃত হয়। কয়েকটি তাপমাত্রার পরিস্থিতিতে প্রতিরোধের পরিমাপের পরে, টিসিআর ব্যবহার করে জুল গরম করার পরিমাণ এবং নিম্ন এবং পরীক্ষা বর্তমান অবস্থার মধ্যে প্রতিরোধের পার্থক্য গণনা করা হয়েছিল। প্রতিটি পরীক্ষার বর্তমান অবস্থার গণনাকৃত জুল গরম করার তাপমাত্রা এবং 10-µm প্রস্থের Cu RDL-এ তাপমাত্রা সারণি 2 এ নির্দেশিত হয়েছে।

সারণী 1: সূক্ষ্ম লাইন Cu RDL EM পরীক্ষার শর্ত।

সারণি 2: জুল গরম করার তাপমাত্রা এবং rdl এ তাপমাত্রা। সূক্ষ্ম Cu RDL EM পরীক্ষার জন্য চারটি পরীক্ষার শর্ত পরিচালিত হয়েছিল।
EM পরীক্ষা চলতে থাকে যতক্ষণ না প্রতিরোধের পরিমাণ 100% বৃদ্ধি পায় এবং সর্বোচ্চ অনুমোদিত কারেন্ট গণনা করার জন্য ব্যর্থতার সময় (TTF) নির্ধারণের মানদণ্ড 20% প্রতিরোধ বৃদ্ধিতে সেট করা হয়। প্রতিরোধের শতাংশ বৃদ্ধির মানদণ্ডটি সবচেয়ে কার্যকর বলে পরিচিত যদি সমস্ত কাঠামো খুব একই রকম প্রাথমিক প্রতিরোধ দেখায়। স্ট্রেস অবস্থার অধীনে প্রাথমিক প্রতিরোধ ছিল 0.7 থেকে 0.8 ওহম 10-µm প্রস্থ Cu RDL এর জন্য, তাই মানগুলি একে অপরের সাথে বেশ মিল ছিল। EM পরীক্ষার সময়, Cu RDL এর প্রতিরোধ 4-পয়েন্ট পরিমাপ কৌশল ব্যবহার করে পরিমাপ করা হয়েছিল। অর্থপূর্ণ পরিসংখ্যানগত বিশ্লেষণের জন্য পরীক্ষার নমুনার সংখ্যা 18 থেকে 20 পর্যন্ত নির্ধারণ করা হয়েছিল।
একটি অপটিক্যাল মাইক্রোস্কোপ ছাড়াও, ইলেক্ট্রোমাইগ্রেশন পরীক্ষার সময় অবনতি বোঝার ব্যর্থতা বিশ্লেষণের জন্য ফোকাসড আয়ন বিম (FIB)/ক্ষেত্র নির্গমন স্ক্যানিং ইলেক্ট্রন মাইক্রোস্কোপি (FESEM) ব্যবহার করা হয়েছিল। টপ ভিউ ইমেজ অ্যানালাইসিস ছাড়াও, কিউ অক্সিডেশন এবং শূন্যতা দ্বারা Cu RDL এরিয়া হ্রাস পর্যবেক্ষণ করতে গ্যালিয়াম (Ga) আয়ন মিলিং দ্বারা নির্দিষ্ট অঞ্চলগুলি ক্রস-সেকশন করা হয়েছিল।
প্রতিরোধের আচরণ পরিবর্তন
EM পরীক্ষার সময় 10-µm প্রস্থ Cu RDL-এর প্রতিরোধ বৃদ্ধির আচরণ চিত্র 3-এ দেখানো হয়েছে। প্রতিরোধ বৃদ্ধির প্রবণতাকে দুটি ভিন্ন মোডে ভাগ করা যেতে পারে। প্রাথমিক পর্যায়ে, প্রতিরোধ ক্রমশ বৃদ্ধি পায়, কিন্তু একটি নির্দিষ্ট প্রতিরোধের বৃদ্ধি %-এ পৌঁছানোর পরে, প্রতিরোধের পরিবর্তন দ্রুত ঘটে। প্রতিরোধ বৃদ্ধির দুটি পর্যায়ের কারণ হল যে ব্যর্থতার মোডগুলি যা প্রভাবশালীভাবে ঘটে তা প্রতিটি ধাপে ভিন্ন।
তাপমাত্রার অবস্থার দ্বারা ভিন্ন জীবনকাল এবং একই পরীক্ষার অবস্থার অধীনে ব্যর্থতার সময় (TTF) বিতরণও চিত্র 3-এ নির্দেশিত হয়েছে। অনুমান করা হয়েছিল যে একই পরিস্থিতিতে TTF-এ বিতরণের কারণ প্রতিটি Cu RDL এর বিভিন্ন শস্যের আকারের কারণে ছিল। পরীক্ষার যানবাহন মধ্যে. Cu ধাতু পরমাণুর জন্য প্রসারণ পথ হল শস্য সীমানা, উপাদান ইন্টারফেস এবং বাল্ক ধাতু, এবং প্রতিটি প্রসারণ পথের সক্রিয়করণ শক্তি ভিন্ন। যেহেতু শস্যের সীমানা বা উপাদান ইন্টারফেসের সক্রিয়করণ শক্তি বাল্ক ধাতুর তুলনায় কম, তাই শস্যের সীমানা বা উপাদান ইন্টারফেসের মাধ্যমে ছড়িয়ে পড়া EM সময় বেশি প্রভাবশালী। অতএব, শস্যের আকার একটি গুরুত্বপূর্ণ কারণ যা EM পরীক্ষার সময় TTF নির্ধারণ করে [4]।
নিম্ন কারেন্টের ঘনত্বের ক্ষেত্রে 7.5A/সেমি2, বেশিরভাগ নমুনা উচ্চ কারেন্ট 12.5A/সেমি তুলনায় কম প্রতিরোধ ক্ষমতা বৃদ্ধি এবং মসৃণ বক্ররেখা দেখিয়েছে2 চিত্র 3 (c) এ দেখানো হয়েছে। ফলাফলের উপর ভিত্তি করে, এটি প্রত্যাশিত ছিল যে এই নিম্ন বর্তমান অবস্থার উচ্চ বর্তমান অবস্থার তুলনায় একটি কম গুরুতর ব্যর্থতা মোড থাকতে পারে, তবে ব্যর্থতার মোডটি উচ্চ- এবং নিম্ন-বর্তমান অবস্থার মধ্যে উল্লেখযোগ্যভাবে আলাদা দেখায়নি। আরও একটি গবেষণায়, প্রতিরোধ পরিবর্তনের আচরণের পদক্ষেপের ক্ষেত্রে ব্যর্থতা বিশ্লেষণ করার পরিকল্পনা করা হয়েছে।
একই বর্তমান ঘনত্ব অবস্থার অধীনে 2-µm প্রস্থ Cu RDL দিয়ে অতিরিক্ত EM পরীক্ষা করা হয়েছিল (12.5×105এ/সেমি2) হিসাবে 10-µm প্রস্থ Cu RDL এবং নিম্ন তাপমাত্রার অবস্থা। EM পরীক্ষার সময় প্রতিরোধ বৃদ্ধির প্লটিং চিত্র 4-এ উপস্থাপিত হয়েছে। এই ক্ষেত্রে, প্রতিরোধের পরিবর্তনের আচরণ শুধুমাত্র 10 Khrs পর্যন্ত দীর্ঘ পরীক্ষার সময়েও স্থিরভাবে বৃদ্ধি পেয়েছে, যা 10-µm প্রস্থ Cu RDL কেস থেকে ভিন্ন ছিল। নিম্ন এবং উচ্চ তাপমাত্রার অবস্থার মধ্যে বিভিন্ন প্রতিরোধের পরিবর্তনের আচরণের উপর ভিত্তি করে, এটি সন্দেহ করা হয়েছিল যে উচ্চ এবং নিম্ন তাপমাত্রায় ব্যর্থতার মোডগুলি অভিন্ন নয়। এছাড়াও, এটি প্রত্যাশিত যে 2-µm প্রস্থ Cu RDL এর ব্যর্থতা মোডটি মূলত ক্রমবর্ধমান প্রতিরোধের পর্যায়ের কারণে ঘটেছে।
10-µm প্রস্থ Cu RDL-এর জন্য, 20% এবং 100% প্রতিরোধের বৃদ্ধির ব্যর্থতার মানদণ্ডকে সন্তুষ্টকারী ইউনিটের সংখ্যা সারণী 3-এ দেখানো হয়েছে। সমস্ত পরীক্ষিত ইউনিট 20 ঘণ্টার মধ্যে 8,000% ব্যর্থতার মানদণ্ড পূরণ করেছে এবং কিছু ইউনিট 100-এর নিচে দেখানো হয়েছে। % প্রতিরোধের বৃদ্ধি যখন পরীক্ষার সময় ছিল 10,000 ঘন্টা। যেহেতু ব্যর্থতার ইউনিটের সংখ্যা পরিসংখ্যানগত বিশ্লেষণ করার জন্য যথেষ্ট ছিল, তাই 10,000 ঘন্টায় EM পরীক্ষা বন্ধ করা হয়েছিল। এছাড়াও, EM ডেটা যেখানে প্রতিরোধ ক্ষমতা 100% বৃদ্ধি পেয়েছে সুরক্ষিত তাই বিভিন্ন ব্যর্থতার মানদণ্ডের উপর নির্ভর করে সর্বাধিক বর্তমান ক্ষমতা গণনা করা সম্ভব।

চিত্র 3: 10 এর EM পরীক্ষার সময় প্রতিরোধের আচরণ বৃদ্ধি-মাইক্রোমিটার প্রস্থ RDL, 12.5A/সেমি2 বর্তমান এবং (a) 174°C এবং (b) 194°C তাপমাত্রা এবং (c) 7.5A/সেমি2 এবং 188 ডিগ্রি সে.

চিত্র 4: 2-µm প্রস্থ RDL এর EM পরীক্ষার সময় প্রতিরোধের আচরণ বৃদ্ধি। পরীক্ষার শর্ত 12.5A/সেমি বর্তমান ঘনত্ব ছিল2 এবং তাপমাত্রা 157 ডিগ্রি সেলসিয়াস।

সারণি 3: ব্যর্থ ইউনিটের সংখ্যা 10-µপ্রতিটি শর্তের জন্য মি প্রস্থ Cu RDL.
ব্যর্থতা মোড বিশ্লেষণ
সূক্ষ্ম Cu RDL EM পরীক্ষার ব্যর্থতার প্রক্রিয়া বোঝার জন্য, একটি অপটিক্যাল মাইক্রোস্কোপ এবং FIB/FESEM ব্যবহার করা হয়েছিল উপরের এবং ক্রস-বিভাগের দৃশ্যটি পর্যবেক্ষণ করতে। চিত্র 5 পরীক্ষা বোর্ডে পৃষ্ঠ মাউন্ট করার পরে Cu RDL এর 2-µm এবং 10-µm প্রস্থ দেখায়। বেধ এবং প্রস্থ ডিজাইনের মানগুলির সাথে ভালভাবে মিলে গিয়েছিল এবং Cu RDL-এ Cu এবং PI-এর মধ্যে অসম পৃষ্ঠ, শূন্যতা এবং ডিলামিনেশনের মতো কোনও অস্বাভাবিকতা ছিল না। চিত্র 5 এ দেখানো হয়েছে, এটি নিশ্চিত করা হয়েছে যে RDL-এ শস্যের আকার ভিন্ন। যেহেতু ত্রুটিগুলি ইলেক্ট্রোমাইগ্রেশন কর্মক্ষমতা প্রভাবিত করতে পারে, তাই EM পরীক্ষার আগে Cu RDL এর গুণমান পরীক্ষা করা উচিত।

চিত্র 5: পৃষ্ঠ মাউন্ট করার পরে Cu RDL এর FIB/FESEM চিত্র: (a) 10-µm এবং (b) 2-µm প্রস্থ।
10-µm প্রস্থের Cu RDL-এর ক্ষেত্রে, চিত্র 6-এ উপস্থাপিত হিসাবে বিভিন্ন ব্যর্থতার মোড পরিলক্ষিত হয়েছিল। প্রথমত, Cu RDL এবং প্যাসিভেশনের মধ্যে ডিলামিনেশন এবং কিউ অক্সাইড পরিলক্ষিত হয়েছিল, যার ফলে Cu RDL এলাকা হ্রাস পেয়েছে এবং প্রধানত দায়ী করা হয়েছে প্রতিরোধ ক্ষমতা বৃদ্ধি। Cu RDL এলাকা হ্রাসের ফলে বর্তমান ভিড় এবং উচ্চ তাপমাত্রা RDL এবং EM অবক্ষয়ও ত্বরান্বিত হয়েছে। ইএম পরীক্ষার সময়, কিউ পরমাণুর স্থানান্তরের কারণে শূন্যতা তৈরি হয়েছিল এবং প্যাসিভেশন এবং কিউ আরডিএল-এর মধ্যে ইন্টারফেস বরাবর শূন্যতা বৃদ্ধির ফলে ডিলামিনেশন হয়েছে বলে মনে হয়। বর্তমান ঘনত্বের সূচকের মান প্রতিফলিত করে যে কোন ঘটনাটি অকার্যকর নিউক্লিয়েশন এবং বৃদ্ধির মধ্যে বেশি প্রভাবশালী। [৫] Cu অক্সাইড স্তর এবং PI-তে প্রসারণ সম্পর্কে, ইলেক্ট্রন প্রবাহ বা/এবং তাপীয় গ্রেডিয়েন্টের কারণে কিউ ডিফিউশন ত্বরান্বিত বলে মনে হয় কারণ RDL5 (EM পরীক্ষিত নয়), Ti/Cu বীজ স্তরে কোনও অক্সাইড স্তর নেই। চিত্র 2 (b) এ দেখানো হিসাবে একটি বাধা স্তর হিসাবে কাজ করে।
Cu RDL2 এবং PI এর মধ্যে, শুধুমাত্র voids এবং Cu অক্সাইড স্তর পরিলক্ষিত হয়েছে, যা তাপীয় চাপের কারণে। অন্য কথায়, Cu RDL2 তে পরিলক্ষিত ব্যর্থতার মোডটিকে একটি দীর্ঘ সময়ের জন্য উচ্চ-তাপমাত্রার স্টোরেজ (HTS) হিসাবে বিবেচনা করা যেতে পারে।

চিত্র 6: অপটিক্যাল মাইক্রোস্কোপ এবং 10×12.5 এ পরীক্ষার পর 10-µm প্রস্থ Cu RDL এর FIB/FESEM চিত্র5A/cm2, 174°C: (a) পরীক্ষিত RDL3-এ Cu oxide এবং delamination এবং (b) RDL2-এ Ti/Cu বীজ স্তরে কোনো Cu অক্সিডেশন নেই (EM পরীক্ষিত নয়)।
10-µm প্রস্থের Cu RDL এর বিপরীতে, 2-µm প্রস্থের Cu RDL Cu RDL এবং PI এর মধ্যে বিচ্ছিন্নতা দেখায়নি, যেমন চিত্র 7 দেখায়। কম ক্ষতিগ্রস্থ 2-µm প্রস্থের Cu RDL থেকে, সন্দেহ করা হয় যে Cu RDL এবং PI এর মধ্যে ইন্টারফেস বরাবর অকার্যকর বৃদ্ধির ফলে 10-µm প্রস্থের Cu RDL-এ দেখানো ডিলামিনেশন হয়েছে। উপরন্তু, এটি বিবেচনা করা হয়েছিল যে এই বিচ্ছিন্নকরণটি দ্বিতীয় পর্যায়ে হঠাৎ করে প্রতিরোধের বৃদ্ধি দেখানোর প্রধানত অবদানকারী কারণ হতে পারে। 2-µm Cu RDL ইলেক্ট্রোমাইগ্রেশন ফলাফলের সাথে ব্ল্যাকের সমীকরণে ব্যর্থতার মোড এবং পরামিতি মানগুলির তুলনা করার জন্য উচ্চতর বর্তমান অবস্থার অধীনে 10-µm Cu RDL ইলেক্ট্রোমাইগ্রেশনের জন্য একটি গবেষণা পরিচালনা করার পরিকল্পনা করা হয়েছে। এছাড়াও, এই আরও অধ্যয়নের মাধ্যমে প্রতিটি প্রতিরোধের বৃদ্ধির ধাপের ব্যর্থতার মোড নির্ধারণ করা আশা করা হচ্ছে।

চিত্র 7: অপটিক্যাল মাইক্রোস্কোপ এবং 2×12.5 এ পরীক্ষার পর 10-µm প্রস্থ Cu RDL এর FIB/FESEM চিত্র5এ/সেমি2, 157°C: (a) RDL3 তে Cu oxide void এবং (b) Cu RDL3 তে বিভিন্ন FIB মিলিং অক্ষ।
জুল গরম করার সিমুলেশন
জুল হিটিং এবং ব্যর্থতার অবস্থানের পরিমাণ অনুমান করতে, বৈদ্যুতিক-তাপীয় সিমুলেশনটি 10-µm প্রস্থ Cu RDL এর জন্য সঞ্চালিত হয়েছিল। যখন একটি Cu ট্রেসে তাপ সঞ্চয়ের পরিমাণ ভিন্ন হয়, তখন ব্যর্থতার তীব্রতা অবস্থান অনুসারে ভিন্ন হতে পারে কারণ EM ক্ষতি শুধুমাত্র ইলেক্ট্রন প্রবাহ বল নয় বরং তাপীয় গ্রেডিয়েন্টের কারণেও হয়। চিত্র 8 এ উপস্থাপিত হিসাবে, HDFO টিভি এবং পরীক্ষা বোর্ডের প্রকৃত পরীক্ষার নকশা এবং কাঠামো একটি সিমুলেশন মডেলে প্রতিফলিত হয়েছিল এবং প্রতিটি কাঠামোর কার্যকর তাপ পরিবাহিতাও প্রয়োগ করা হয়েছিল। সারণী 4 ওভেনের তাপমাত্রা এবং সোর্সিং কারেন্টের উপর ভিত্তি করে পরীক্ষার একটি নকশা (DOE) দেখায়। ওভেনের তাপমাত্রাকে পরিবেষ্টিত তাপমাত্রা হিসাবে বিবেচনা করা যেতে পারে এবং জোল গরম করার পরিমাণ সোর্সিং কারেন্টের সাথে পরিবর্তিত হবে বলে আশা করা হচ্ছে। জুল হিটিং সিমুলেশন ফলাফল চিত্র 9 এ নির্দেশিত হয়েছে। সিমুলেশন এবং পরীক্ষামূলক মানের মধ্যে জুল গরম করার পরিমাণের পার্থক্য ছিল 1.3 থেকে 4.2°C, এবং দুটির মান প্রায় একই রকম ছিল। এছাড়াও, সর্বোচ্চ স্থানীয় তাপমাত্রা দেখানো অবস্থানটি ছিল Cu RDL এর মাঝখানে যেখানে ধাতব প্যাডগুলি সংযুক্ত রয়েছে, যা EM পরীক্ষার পরে প্রকৃত ব্যর্থতার অবস্থানগুলির সাথে ভালভাবে মিলে গেছে। সংক্ষেপে বলতে গেলে, জুল গরম করার পরিমাণ এবং ব্যর্থতার অবস্থানের পরিপ্রেক্ষিতে জুল হিটিং সিমুলেশন ফলাফলগুলি প্রকৃত EM পরীক্ষার ফলাফলের সাথে ভালভাবে মিলে গিয়েছিল, যা Cu RDL এর EM অবক্ষয় বুঝতে এবং ব্যর্থতার অবস্থানগুলির পূর্বাভাস দিতে সহায়ক ছিল৷
চিত্র 8: 10-µm প্রস্থ Cu RDL এর জন্য জুল হিটিং সিমুলেশন মডেল।

সারণি 4: জুল হিটিং সিমুলেশনের জন্য DOE।

চিত্র 9: জুল হিটিং সিমুলেশন ফলাফল: (ক) তাপমাত্রার কনট্যুর এবং 12.5 x 10 এর নীচে সর্বোচ্চ তাপমাত্রা দেখানো বিন্দু5এ/সেমি2 এবং 137° সে. (খ) পরীক্ষা এবং সিমুলেশনের মধ্যে জুল গরম করার পরিমাণের তুলনা।
বর্তমান বহন ক্ষমতা গণনা
ক্ষেত্রের অবস্থার সর্বাধিক বর্তমান গণনা করার জন্য, কালো সমীকরণ, যা ইলেক্ট্রোমাইগ্রেশন পরীক্ষায় ব্যর্থতার সাথে সম্পর্কিত, ব্যাপকভাবে ব্যবহৃত হয়।
MTTF = AJ-n exp (Ea/Kt) (1)
যেখানে MTTF হল ব্যর্থতার গড় সময়, A হল অভিজ্ঞতামূলক ধ্রুবক, J হল বর্তমান ঘনত্ব, n হল বর্তমান ঘনত্বের সূচক, Ea সক্রিয়করণ শক্তি (eV), K হল বোল্টজম্যানের ধ্রুবক (8.62×10)-5 eV/K) এবং T হল তাপমাত্রা (K)। কালোর সমীকরণ যেমন A, n এবং E এর প্যারামিটার নির্ধারণের জন্যa, পরিসংখ্যানগত বিশ্লেষণ প্রথমে করা উচিত। এটি অত্যন্ত গুরুত্বপূর্ণ কারণ পরিসংখ্যানগত বিশ্লেষণের ফলাফলের উপর ভিত্তি করে একটি নিম্ন ব্যর্থতা শতাংশে এক্সট্রাপোলেশন বর্তমান বহন ক্ষমতা অনুমানের জন্য ব্যবহৃত হয়। EM ব্যর্থতা বন্টন বর্ণনা করার জন্য দুটি সাধারণ পদ্ধতি হল Weibull এবং lognormal প্লট। মেটাল লাইন এবং ভিয়াসের ব্যর্থতা বিশ্লেষণ করার সময় লগনর্মাল ডিস্ট্রিবিউশনকে অগ্রাধিকার দেওয়া হয়, যেখানে ওয়েবুল মডেলটি সাধারণত ব্যবহৃত হয় যখন পরীক্ষার কাঠামোতে অনেকগুলি স্বাধীন উপাদান থাকে যা ব্যর্থতার কারণ হতে পারে যেমন একটি বাম্প এবং বিজিএ বল ইলেক্ট্রোমিগ্রেশন। [৬] যেহেতু ব্যবহারের ক্ষেত্রে সর্বোচ্চ কারেন্ট অনুমান করার সময় ফিটিং মডেলের পছন্দ সমালোচনামূলক হতে পারে, তাই ইলেক্ট্রোমাইগ্রেশনে বন্টন মডেল সম্পর্কিত একটি গবেষণাও করা হয়েছে [৭]। এই গবেষণায়, একটি মানানসই বন্টন একটি উপযুক্ত মডেল হিসাবে নির্বাচিত হয়েছিল এবং 6-µm প্রস্থ Cu RDL-এর লগনরমাল বন্টন চার্টটি চিত্র 7 এ দেখানো হয়েছে।
সর্বাধিক বর্তমান বহন ক্ষমতা এই ধারণার অধীনে গণনা করা হয়েছিল যে এই পরীক্ষা এবং ব্যবহারের ক্ষেত্রে ব্যর্থতার মোড একই, এবং ব্ল্যাকের সমীকরণটি ত্বরিত পরীক্ষা এবং ক্ষেত্রের অবস্থা উভয়ের জন্যই বৈধ। ব্যবহারের ক্ষেত্রে সর্বাধিক বর্তমান ক্ষমতা সমীকরণ 2 ব্যবহার করে অনুমান করা হয়েছিল। এই ক্ষেত্রে, ব্যর্থতার হার 0.1% হিসাবে ধরে নেওয়া হয়েছিল এবং 3.09 এর মানটি স্ট্যান্ডার্ড লগ্নরমাল ডিস্ট্রিবিউশনের Z স্কোর থেকে এসেছে।
J = [A exp (Ea/KT – 3.09σ)/TTF]-n (2)
যেখানে T হল ব্যবহারের অবস্থার তাপমাত্রা এবং TTF হল ব্যবহারের ক্ষেত্রে প্রত্যাশিত জীবনকাল। 10-µm প্রস্থের জন্য Cu RDL, Ea এবং n যথাক্রমে 0.74 এবং 1.88 হিসাবে নির্ধারিত হয়েছিল। সাধারণভাবে, সক্রিয়করণ শক্তি এবং বর্তমান ঘনত্বের সূচকের মান যথাক্রমে 1 এবং 2 হিসাবে পরিচিত। উপরন্তু, 2 এবং 1 এর বর্তমান ঘনত্বের সূচক মানকে যথাক্রমে অকার্যকর নিউক্লিয়েশন-নিয়ন্ত্রিত এবং বৃদ্ধি-নিয়ন্ত্রিত হিসাবে বিবেচনা করা হয়। এই ইএম পরীক্ষায়, ব্যর্থতার প্রক্রিয়াটি অকার্যকর নিউক্লিয়েশন এবং বৃদ্ধির মিশ্রণ হিসাবে উপস্থিত হয়েছিল এবং আরও নির্দিষ্টভাবে, অকার্যকর নিউক্লিয়েশন আরও প্রভাবশালী বলে মনে হয়েছিল। গুরুতর পরীক্ষার অবস্থা বা ভিন্ন পরীক্ষার কাঠামোর মতো কিছু কারণে যদি ব্যর্থতার প্রক্রিয়া এই অধ্যয়নের মতো না হয় তবে আনুমানিক মান ভিন্ন হতে পারে। সাধারণত, বর্তমান ঘনত্বের সূচক (n) মান বৃদ্ধি পায় যখন অতিরিক্ত চাপযুক্ত অবস্থা জুল গরম করার সাথে EM অবক্ষয়কে ত্বরান্বিত করে।
সারণী 5 ক্ষেত্রের অবস্থার অধীনে মানের তুলনায় আনুমানিক সর্বাধিক অনুমোদিত বর্তমানের বৃদ্ধির অনুপাত দেখায় যা 100,000 ঘন্টা, 100% শুল্ক চক্র এবং 0.1% ব্যর্থতার হার। তুলনা করার জন্য রেফারেন্স মান হল 10-µm প্রস্থ 125°C, যা 1 হিসাবে সেট করা হয়েছে। যখন অপারেটিং তাপমাত্রা 125°C থেকে 110°C এ কমে যায়, তখন আনুমানিক বর্তমান ক্ষমতা 1.6 এবং 2.4 দ্বারা 10- এবং যথাক্রমে 15-µm প্রস্থ। ব্যর্থতার মানদণ্ড সর্বাধিক অনুমোদিত বর্তমানের মানকে প্রভাবিত করে, তাই একটি নকশার জন্য সর্বাধিক বর্তমান ক্ষমতা নির্বাচন করা গুরুত্বপূর্ণ। সমীকরণ (2) নির্দেশিত হিসাবে, সর্বাধিক কারেন্ট দ্রুতগতিতে বৃদ্ধি পায় - অপারেটিং তাপমাত্রার সমানুপাতিক নয়। যখন এই বর্তমান অনুমান মানটি ট্রেস ডিজাইনের জন্য ব্যবহার করা হয়, তখন এটি RDL ফিউজিং কারেন্টের সাথেও বিবেচনা করা উচিত কারণ গণনাকৃত সর্বাধিক অনুমোদিত বর্তমান এবং প্রকৃত ফিউজিং কারেন্টের মধ্যে একটি ক্রস পয়েন্ট রয়েছে।

চিত্র 10: 10-µm প্রস্থ Cu RDL এর ব্যর্থতার সম্ভাবনার প্লটিংয়ের জন্য লগনর্মাল বন্টন।

সারণি 5: বিভিন্ন ক্ষেত্রের পরিস্থিতিতে সর্বাধিক অনুমোদিত বর্তমান (mA) অনুপাত। 10°C এ 125-µm প্রস্থের মান 1 হিসাবে সেট করা হয়েছে।
উপসংহার
উচ্চ-ঘনত্বের ফ্যান-আউট প্যাকেজের জন্য ফাইন-লাইন Cu RDL এর ইলেক্ট্রোমিগ্রেশন আচরণ এবং ব্যর্থতার মোড এই গবেষণায় রিপোর্ট করা হয়েছিল। Cu RDL এর পরীক্ষিত প্রস্থ ছিল 2- এবং 10-µm, এবং ইলেক্ট্রোমাইগ্রেশন দ্বারা অবক্ষয়ের কারণে প্রতিরোধের বৃদ্ধি প্রতিটি পরীক্ষার অবস্থার জন্য আলাদা ছিল। 10-µm প্রস্থ Cu RDL এর ক্ষেত্রে, দুটি পর্যায় ছিল যা বিভিন্ন প্রতিরোধের পরিবর্তনের আচরণ দেখায়। প্রথম ধাপে, প্রতিরোধ ক্রমাগত বৃদ্ধি পায় এবং অকার্যকর নিউক্লিয়েশন এবং বৃদ্ধি প্রত্যাশিত ছিল কারণ প্রথম পর্যায়ে প্রধানত ঘটেছিল ঘটনাটি। দ্বিতীয় ধাপ হল একটি বিভাগ যেখানে প্রতিরোধ দ্রুত বৃদ্ধি পেয়েছে। এই পর্যায়টি শুধুমাত্র 10-µm প্রস্থের Cu RDL ক্ষেত্রে দেখানো হয়েছিল, যা Cu RDL এবং PI-এর মধ্যে কম তাপমাত্রার সাথে পরীক্ষিত 2-µm প্রস্থের RDL থেকে আলাদা এবং শুধুমাত্র Cu oxide এবং voids দেখায়। অতএব, এটি উপসংহারে পৌঁছেছে যে অকার্যকর বৃদ্ধির কারণে এই বিচ্ছিন্নতা একটি প্রধান কারণ যা দ্বিতীয় ধাপে প্রতিরোধ বৃদ্ধিকে প্রভাবিত করে।
ইলেক্ট্রোমাইগ্রেশনের পর পর্যবেক্ষিত ব্যর্থতার মোড হল Cu অক্সিডেশন এবং শূন্যতার জেনারেশন/বৃদ্ধির কারণে Cu এলাকা হ্রাস। কারণ PI-তে Cu স্থানান্তরও পরিলক্ষিত হয়েছিল, ইলেক্ট্রন প্রবাহ বা/এবং তাপীয় গ্রেডিয়েন্টের কারণে এটি ত্বরান্বিত হয়েছে বলে মনে হচ্ছে। যেহেতু Cu RDL EM পরীক্ষায় PI-এর তাপীয় অবক্ষয় বিবেচনা করা উচিত, তাই দুর্বল অবস্থানের পূর্বাভাস দিতে একটি বৈদ্যুতিক-তাপীয় সিমুলেশন করা হয়েছিল যা সহজেই ক্ষতিগ্রস্ত হয় এবং ফলাফলগুলি প্রকৃত পরীক্ষার ফলাফলের সাথে ভালভাবে মিলে যায়। উপরন্তু, সিমুলেশন দ্বারা প্রাপ্ত জুল গরম করার পরিমাণ প্রকৃত পরীক্ষামূলক মানের প্রায় অনুরূপ ছিল।
10-µm প্রস্থের Cu RDL EM ফলাফলের উপর ভিত্তি করে, ব্ল্যাকের সমীকরণটি সম্পূর্ণ করা হয়েছিল যাতে সর্বাধিক বর্তমান বহন ক্ষমতা গণনা করা যায়। লগনর্মাল ডিস্ট্রিবিউশন পরিসংখ্যানগত বিশ্লেষণের জন্য Ea এর গণনা করা মান এবং বর্তমান ঘনত্বের সূচকগুলি যথাক্রমে 0.74 এবং 1.88 ব্যবহার করা হয়েছিল। ক্ষেত্রের অবস্থার অধীনে আনুমানিক সর্বাধিক বর্তমান RDL ডিজাইনের জন্য উপযোগী হতে পারে, তবে কিছু বিবেচ্য বিষয় রয়েছে যেমন প্রকৃত ফিউজিং বর্তমান মান এবং ব্যর্থতার মোড এবং পরীক্ষার অবস্থার উপর Ea এবং বর্তমান ঘনত্বের সূচকের নির্ভরতা।
কৃতজ্ঞতা
এই গবেষণা Amkor প্রযুক্তি গ্লোবাল R&D কেন্দ্র দ্বারা সমর্থিত ছিল। লেখকরা উচ্চ-ঘনত্বের ফ্যান-আউট টিভি প্রস্তুতির জন্য R&D প্রক্রিয়া/বস্তু গবেষণা দলকে ধন্যবাদ জানাতে চাই। এছাড়াও, R&D ল্যাবের সহকর্মীদের ধন্যবাদ যারা DUT প্রস্তুতি এবং ব্যর্থতা বিশ্লেষণের জন্য সহযোগিতা করেছেন।
তথ্যসূত্র
- S. Jin, W. Do, J. Jeong, H. Cha, Y. Jeong এবং J. Khim, "সাবস্ট্রেট সিলিকন ওয়েফার ইন্টিগ্রেটেড ফ্যান-আউট প্রযুক্তি (S-SWIFT) প্যাকেজিং উইথ ফাইন পিচ এমবেডেড ট্রেস RDL," 2022 IEEE 72nd ইলেকট্রনিক উপাদান এবং প্রযুক্তি সম্মেলন (ECTC), 2022, pp. 1355-1361, doi: 10.1109/ECTC51906.2022.00218.
- এইচ. কুডো এট আল।, "উন্নত সূক্ষ্ম-পিচ প্যাকেজিংয়ের জন্য বর্ধিত সাব-2 মাইক্রোন-স্কেল কিউ পুনঃবন্টন স্তরের উচ্চ বৈদ্যুতিক অভিবাসন প্রতিরোধের প্রদর্শন," 2017 IEEE CPMT সিম্পোজিয়াম জাপান (ICSJ), 2017, pp. 5-8, doi : 10.1109/ICSJ.2017.8240055।
- সি.-এল. লিয়াং, ওয়াই-এস। লিন, সি.-এল। কাও, ডি. টারং এট আল।, "ফাইন-পিচ 2μm/2μm L/S কিউ রিডিস্ট্রিবিউশন লাইনের সাথে উন্নত উচ্চ-ঘনত্বের ফ্যান-আউট প্যাকেজিংয়ের বৈদ্যুতিক নির্ভরযোগ্যতা," উপাদান প্যাকেজিং এবং উত্পাদন প্রযুক্তির উপর IEEE লেনদেন, pp. 1438-1445 , 2020
- এম. রোভিটো, "ত্রি-মাত্রিক ইন্টিগ্রেশন টেকনোলজির জন্য ইন্টারকানেক্টে ইলেক্ট্রোমিগ্রেশন নির্ভরযোগ্যতা সমস্যা," অপ্রকাশিত৷
- M. Hauschildt et al., "Cu এবং Cu(Mn) আন্তঃসংযোগে ইলেক্ট্রোমিগ্রেশন প্রারম্ভিক ব্যর্থতা অকার্যকর নিউক্লিয়েশন এবং বৃদ্ধির ঘটনা," 2013 IEEE আন্তর্জাতিক নির্ভরযোগ্যতা পদার্থবিদ্যা সিম্পোজিয়াম (IRPS), Monterey, CA, USA, 2013, pp. 2C.1.1- 2C.1.6, doi: 10.1109/IRPS.2013.6531951।
- JEP154, "ধ্রুবক বর্তমান এবং তাপমাত্রার চাপের অধীনে সোল্ডার বাম্প ইলেক্ট্রোমিগ্রেশনের জন্য নির্দেশিকা," JEDEC, 2008।
- A. Basavalingappa, JM Passage, MY Shen and JR Lloyd, “Electromigration: Lognormal vs Weibull distribution,” 2017 IEEE International Integrated Reliability Workshop (IIRW), South Lake Tahoe, CA, USA, 2017, pp. 1-4, do 10.1109/IIRW.2017.8361224।
- এসইও চালিত বিষয়বস্তু এবং পিআর বিতরণ। আজই পরিবর্ধিত পান।
- PlatoData.Network উল্লম্ব জেনারেটিভ Ai. নিজেকে ক্ষমতায়িত করুন। এখানে প্রবেশ করুন.
- প্লেটোএআইস্ট্রিম। Web3 ইন্টেলিজেন্স। জ্ঞান প্রসারিত. এখানে প্রবেশ করুন.
- প্লেটোইএসজি। কার্বন, ক্লিনটেক, শক্তি, পরিবেশ সৌর, বর্জ্য ব্যবস্থাপনা. এখানে প্রবেশ করুন.
- প্লেটো হেলথ। বায়োটেক এবং ক্লিনিক্যাল ট্রায়াল ইন্টেলিজেন্স। এখানে প্রবেশ করুন.
- উত্স: https://semiengineering.com/electromigration-performance-of-fine-line-cu-redistribution-layer-rdl-for-hdfo-packaging/
- : আছে
- : হয়
- :না
- :কোথায়
- $ ইউপি
- 000
- 09
- 1
- 1.3
- 10
- 100
- 12
- 173
- 179
- 20
- 2008
- 2013
- 2017
- 2020
- 2022
- 212
- 521
- 7
- 8
- 820
- 9
- a
- উপরে
- হঠাৎ
- দ্রুততর
- খানি
- পুঞ্জীভূত
- আহরণ
- আইন
- সক্রিয়করণ
- আসল
- যোগ
- অগ্রসর
- প্রভাবিত
- আক্রান্ত
- পর
- আক্রমনাত্মক
- AL
- সব
- অনুমতি
- প্রায়
- বরাবর
- এছাড়াও
- চারিপার্শ্বিক
- মধ্যে
- পরিমাণ
- an
- বিশ্লেষণ
- বিশ্লেষণ
- এবং
- হাজির
- আবেদন
- ফলিত
- রয়েছি
- এলাকায়
- এলাকার
- বিন্যাস
- AS
- সমাবেশ
- অধিকৃত
- অনুমানের
- At
- লেখক
- অক্ষ
- b
- বল
- বাধা
- ভিত্তি
- BE
- মরীচি
- কারণ
- হয়েছে
- আগে
- আচরণ
- উত্তম
- মধ্যে
- কালো
- তক্তা
- শরীর
- উভয়
- পাদ
- সীমানা
- কিন্তু
- by
- CA
- গণনা করা
- গণিত
- গণক
- হিসাব
- মাংস
- CAN
- ধারণক্ষমতা
- বাহিত
- বহন
- কেস
- কারণ
- কেন্দ্র
- কিছু
- পরিবর্তন
- চরিত্রগত
- তালিকা
- চেক করা হয়েছে
- চিপ
- চিপস
- পছন্দ
- সহকর্মীদের
- তুলনা
- তুলনা
- সম্পন্ন হয়েছে
- উপাদান
- পর্যবসিত
- শর্ত
- পরিবেশ
- আচার
- পরিচালিত
- পরিবাহিতা
- কন্ডাকটর
- সম্মেলন
- নিশ্চিত
- সংযুক্ত
- সংযোগ
- বিবেচ্য বিষয়
- বিবেচিত
- ধ্রুব
- অব্যাহত
- ধারাবাহিকতা
- একটানা
- অবদান
- তামা
- পারা
- আবৃত
- আচ্ছাদন
- নির্ণায়ক
- সংকটপূর্ণ
- ক্রস
- বর্তমান
- বাঁক
- চক্র
- ক্ষতি
- উপাত্ত
- কমান
- দাবি
- ঘনত্ব
- বশ্যতা
- নির্ভর করে
- নির্ভর করে
- বর্ণনা করা
- বর্ণিত
- নকশা
- পরিকল্পিত
- নির্ধারণ
- নির্ধারিত
- নির্ধারণ করে
- নির্ণয়
- উন্নয়ন
- ডিভাইস
- DID
- The
- পার্থক্য
- বিভিন্ন
- আশ্লেষ
- সরাসরি
- অভিমুখ
- বিতরণ
- বিভক্ত
- do
- হরিণী
- প্রভাবশালী
- বিস্তর
- কারণে
- সময়
- E&T
- EA
- প্রতি
- গোড়ার দিকে
- প্রাথমিক পর্যায়ে
- সহজে
- কার্যকর
- বৈদ্যুতিক
- উপাদান
- এম্বেড করা
- শিরীষের গুঁড়ো
- নির্গমন
- উত্সাহিত করা
- শক্তি
- উন্নত
- হিসাব
- আনুমানিক
- EV
- মূল্যায়ন
- মূল্যায়ন
- এমন কি
- প্রত্যাশিত
- পরীক্ষা
- পরীক্ষামূলক
- পরীক্ষা-নিরীক্ষা
- ব্যাখ্যা মূলকভাবে
- গুণক
- কারণের
- ব্যর্থ
- ব্যর্থতা
- বৈশিষ্ট্য
- কয়েক
- ক্ষেত্র
- ব্যক্তিত্ব
- জরিমানা
- প্রথম
- মানানসই
- প্রবাহ
- প্রবাহ
- দৃষ্টি নিবদ্ধ করা
- জন্য
- বল
- অত্যাচার
- গঠন
- চার
- থেকে
- অধিকতর
- ফিউজিং
- সাধারণ
- সাধারণত
- উত্পন্ন
- উত্পন্ন
- প্রজন্ম
- দেয়
- বিশ্বব্যাপী
- ক্রমিক
- গ্রিড
- উন্নতি
- আছে
- সহায়ক
- উচ্চ
- ঊর্ধ্বতন
- সর্বোচ্চ
- HTTPS দ্বারা
- অভিন্ন
- আইইইই
- if
- ভাবমূর্তি
- চিত্র বিশ্লেষণ
- গুরুত্বপূর্ণ
- in
- অন্যান্য
- বৃদ্ধি
- বর্ধিত
- বৃদ্ধি
- ক্রমবর্ধমান
- স্বাধীন
- জ্ঞাপিত
- প্রভাব
- প্রারম্ভিক
- সংহত
- ইন্টিগ্রেশন
- ইন্টারকানেকশন
- আন্তঃসংযোগ
- ইন্টারফেস
- আন্তর্জাতিক
- মধ্যে
- উপস্থাপিত
- সমস্যা
- IT
- আইটেম
- এর
- জেমস
- জাপান
- যৌথ
- পরিচিত
- গবেষণাগার
- হ্রদ
- স্তর
- স্তর
- বিশালাকার
- বরফ
- লম্বা
- কম
- উচ্চতা
- জীবনকাল
- মত
- লিন
- লাইন
- স্থানীয়
- অবস্থান
- অবস্থানগুলি
- দীর্ঘ
- অনেকক্ষণ
- দেখুন
- তাকিয়ে
- ক্ষতি
- কম
- নিম্ন
- প্রণীত
- প্রধানত
- মুখ্য
- উত্পাদন
- অনেক
- ভর
- মিলেছে
- উপাদান
- সর্বোচ্চ প্রস্থ
- সর্বাধিক
- গড়
- অর্থপূর্ণ
- মাপা
- মাপা
- পদ্ধতি
- ধাতু
- পদ্ধতি
- অণুবীক্ষণ
- অণুবীক্ষণযন্ত্র ব্যবহার
- মধ্যম
- অভিপ্রয়াণ
- মিশ্রিত করা
- মোবাইল
- মোড
- মডেল
- মোড
- অধিক
- সেতু
- অধিকাংশ ক্ষেত্রে
- আন্দোলন
- বহু
- চাহিদা
- নেটওয়ার্কিং
- না।
- সংখ্যা
- মান্য করা
- বিলোকিত
- প্রাপ্ত
- প্রাপ্ত
- ঘটা
- ঘটেছে
- of
- ওম
- on
- ONE
- কেবল
- অপারেটিং
- or
- অন্যান্য
- বাইরে
- শেষ
- সামগ্রিক
- প্যাকেজ
- প্যাকেজিং
- কাগজ
- স্থিতিমাপ
- উত্তরণ
- পথ
- পাথ
- শতকরা হার
- কর্মক্ষমতা
- সম্পাদিত
- প্রপঁচ
- পদার্থবিদ্যা
- স্তম্ভ
- পিচ
- পরিকল্পিত
- Plato
- প্লেটো ডেটা ইন্টেলিজেন্স
- প্লেটোডাটা
- বিন্দু
- অবস্থান
- সম্ভব
- সম্ভাব্য
- ভবিষ্যদ্বাণী করা
- পছন্দের
- প্রস্তুতি
- উপস্থাপন
- সম্ভাবনা
- প্রসেস
- প্রদত্ত
- প্রকাশিত
- গুণ
- পুরোপুরি
- R
- গবেষণা ও উন্নয়ন
- দ্রুত
- হার
- অনুপাত
- পৌঁছনো
- কারণ
- কারণে
- সম্প্রতি
- হ্রাস
- উল্লেখ
- প্রতিফলিত
- প্রতিফলিত
- গণ্য
- সংক্রান্ত
- সংশ্লিষ্ট
- বিশ্বাসযোগ্যতা
- রিপোর্ট
- প্রয়োজনীয়
- গবেষণা
- সহ্য করার ক্ষমতা
- সম্মান
- যথাক্রমে
- ফল
- প্রসূত
- ফলাফল
- ওঠা
- নিয়ম
- একই
- সন্তুষ্ট
- স্কেলেবিলিটি
- স্ক্যানিং
- স্কোর
- দ্বিতীয়
- অধ্যায়
- সুরক্ষিত
- বীজ
- করলো
- নির্বাচন করা
- নির্বাচিত
- সেট
- বিভিন্ন
- তীব্র
- নির্দয়তা
- উচিত
- প্রদর্শনী
- দেখিয়েছেন
- দেখাচ্ছে
- প্রদর্শিত
- শো
- পাশ
- সংকেত
- উল্লেখযোগ্যভাবে
- সিলিকোন
- অনুরূপ
- ব্যাজ
- থেকে
- আয়তন
- বাধামুক্ত
- So
- সমাধান
- কিছু
- উৎস
- দক্ষিণ
- নির্দিষ্ট
- বিশেষভাবে
- পর্যায়
- ইন্টার্নশিপ
- মান
- পরিসংখ্যানসংক্রান্ত
- অটলভাবে
- ধাপ
- প্রারম্ভিক ব্যবহারের নির্দেশাবলী
- স্টোরেজ
- সোজা
- জোর
- গঠন
- কাঠামো
- গবেষণায়
- অধ্যয়ন
- এমন
- যথেষ্ট
- সংক্ষিপ্ত করা
- সমর্থিত
- পৃষ্ঠতল
- পার্শ্ববর্তী
- সন্দেহভাজন
- সম্মেলন
- পদ্ধতি
- T
- টেবিল
- টীম
- প্রযুক্তি
- প্রযুক্তি
- প্রযুক্তিঃ
- শর্তাবলী
- পরীক্ষা
- প্রমাণিত
- পরীক্ষামূলক
- পরীক্ষা
- চেয়ে
- ধন্যবাদ
- ধন্যবাদ
- যে
- সার্জারির
- সেখানে।
- অতএব
- তপ্ত
- এইগুলো
- এই
- তিন
- ত্রিমাত্রিক
- দ্বারা
- সময়
- থেকে
- অত্যধিক
- শীর্ষ
- চিহ্ন
- লেনদেন
- স্থানান্তর
- পরিবহন
- প্রবণতা
- tv
- দুই
- আদর্শ
- ধরনের
- টিপিক্যাল
- অধীনে
- বোঝা
- ইউনিট
- পর্যন্ত
- মার্কিন
- ব্যবহার
- ব্যবহার ক্ষেত্রে
- ব্যবহৃত
- দরকারী
- ব্যবহার
- সাধারণত
- বৈধ
- মূল্য
- মানগুলি
- বিভিন্ন
- বাহন
- যানবাহন
- বনাম
- খুব
- চেক
- ভোল্টেজ, বৈদ্যুতিক একক বিশেষ
- W
- ছিল
- webp
- আমরা একটি
- ছিল
- কখন
- যেহেতু
- যে
- হু
- ব্যাপকভাবে
- সঙ্গে
- মধ্যে
- শব্দ
- কারখানা
- would
- X
- zephyrnet