Yazan: SeokHo Na, MinHo Gim, GaHyeon Kim, DongSu Ryu, DongJoo Park ve JinYoung Kim
Son yarı iletken pazarında akıllı telefon, tabletler, merkezi işlem birimleri (CPU'lar), yapay zeka (AI), veri bulutu ve daha fazlasını içeren, hızlı büyüme bekleyen ve yaşayan birçok uygulama var. Bu uygulamaların çoğu yüksek performans gerektirdiğinden, tek kalıplı Flip Chip paketleri artık uygun olmayabilir ve çiplet modül paketlerindeki çoklu kalıplar yeni çözüm olabilir. Çarpma ara bağlantı metodolojisi açısından bakıldığında, kütle yeniden akışı (MR), termokompresyon bağı (TCB) ve lazer destekli bağlanma (LAB) endüstride yaygın olarak kullanılmaktadır. LAB için teknoloji ve bağlanma mekanizması, tablo 1'de gösterilen bağlanma yöntemlerinin genel bir karşılaştırması ile rapor edilmiştir [2].
Bu çalışmanın odak noktası, substrat üzerine chiplet modül bağlanması için LAB teknolojisidir. Mevcut üst LAB'ın sınırlamalarının üstesinden gelmek için ters lazer destekli bağlama (R-LAB) teknolojisi tanıtıldı. R-LAB sonuçları en iyi LAB sonuçlarıyla karşılaştırılır. Test üniteleri, optimize edilmiş bir R-LAB tarifiyle oluşturuldu, güvenilirlik testine tabi tutuldu ve Açık/Kısa (O/S) testi, taramalı akustik tomografi (SAT) denetimi ve güvenilirlik sonrası herhangi bir anormallik açısından çarpma ara bağlantı kalitesiyle kontrol edildi.

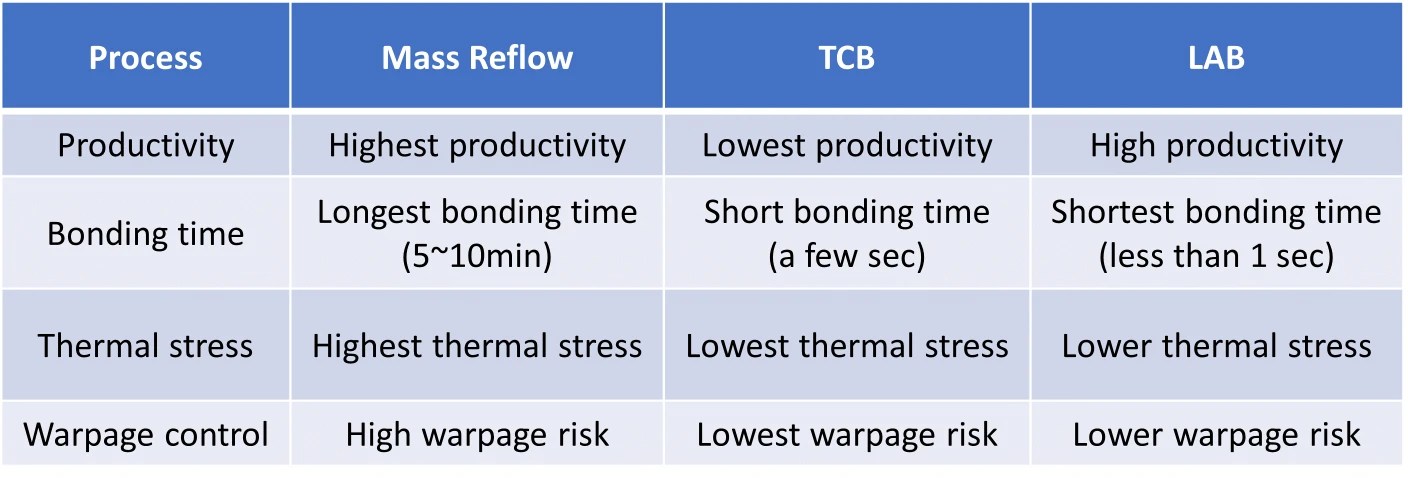
Tablo 1: Flip chip bağlama yöntemlerinin karşılaştırılması.
test aracı
Test aracı bir Substrate SWIFT (S-SWIFT) paketidir. Paket gövde ölçüsü 2500 mm'dir2ve modül boyutu 650 mm'dir2 770 µm kalınlığa sahiptir. Çarpma aralığı minimum 110 µm ve 60 µm dairesel çarpma çapıdır. 60 µm kalay-gümüş (SnAg) lehim başlığına sahip bakır (Cu) sütun çıkıntısı için toplam çıkıntı yüksekliği 40 µm x 20 µm'dir. Organik substrat 10 Cu katmanına, Ped Üzerinde Lehim (SOP) kaplamaya sahiptir ve toplam kalınlık 1.66 mm'dir. Paket şematik görüntüsü şekil 1'de gösterilmektedir. Test aracına ilişkin ek bilgiler tablo 2'de özetlenmiştir.


Şekil 1: S-SWIFT ambalajının şematik görüntüsü.

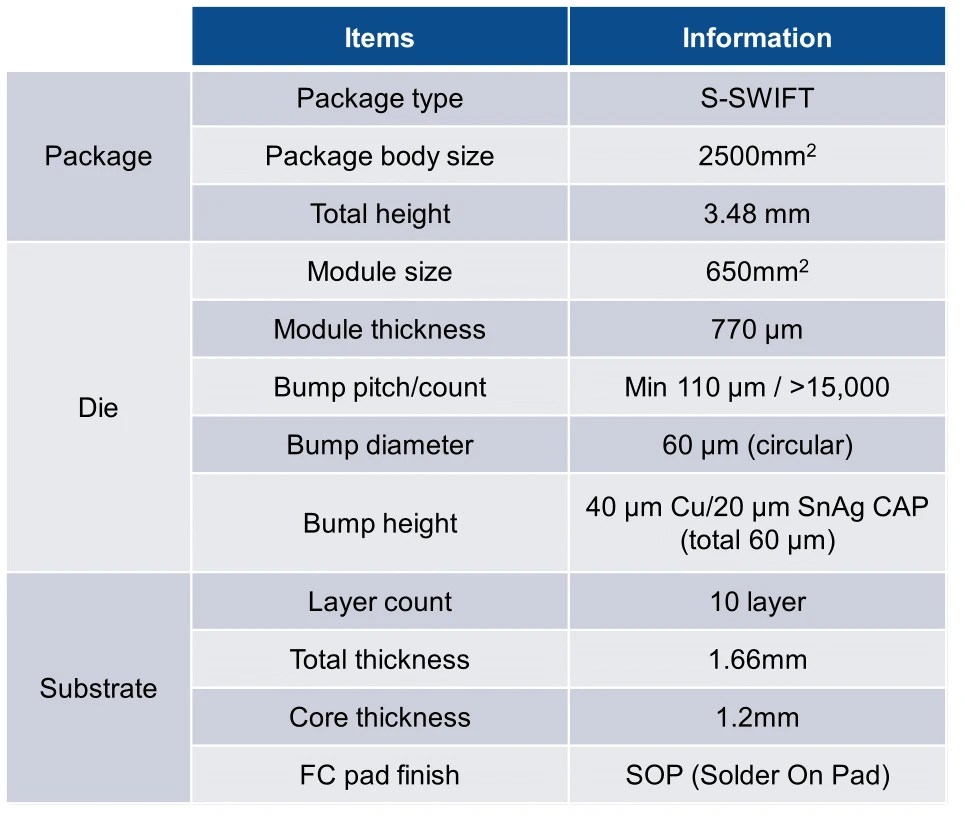
Tablo 2: Test araçlarının açıklaması.
deneysel detaylar
Mevcut en iyi LAB ile sonuçlar
R-LAB birimlerini değerlendirmeden önce mevcut üst LAB değerlendirmesi yapıldı. Çarpma ara bağlantı performansı, lazer koşulları değiştirilerek kızılötesi (IR) tepe sıcaklıklarına göre kontrol edildi. Tüm bacaklarda EMC'nin yandığı görüldü ve ıslanmayan şişlikle sonuçlandı. EMC yanması, EMC'nin düşük ısı geçirgenliği nedeniyle meydana gelmiş olabilir (EMC 0.9W/mK ve Si levha 14.9W/mK). Isı eksikliğinden dolayı EMC'nin altındaki tümsek tümsek ara bağlantısını yapamadı. Ayrıca, tepe sıcaklıkları arttıkça EMC yanması daha şiddetli olur. En yüksek tepe sıcaklığına sahip bacak 4 yalnızca kısmi ıslanma gösterirken diğer bacaklar tam kalıp ayrımı gösterir. Özet sonuçlar tablo 3'te açıklanmıştır.


Tablo 3: En iyi LAB değerlendirme sonucu.
Modülün yandan görünümü, üstten görünümü ve tümsek kesit görüntüsünün görsel inceleme görüntüsü Şekil 2'de gösterilmektedir.


Şekil 2: Mevcut üst LAB işlemiyle her bir bacağın görsel incelemesi ve X-ışını görüntüleri.
Bu sonuçlara dayanarak, en iyi LAB tasarımını kullanarak optimum LAB koşullarını bulmak çok zordur.
R-LAB sürecine giriş
EMC'nin üst LAB ile yanmasını önlemek için, alt bilyeli ızgara dizisi (BGA) tarafından aşama bloğu aracılığıyla iletim yoluyla çarpmak için lazer emisyonunu kullanan ters tipte bir LAB önerildi. Bu R-LAB, mevcut üst LAB'ın sınırlamalarının üstesinden gelmelidir. Hedef uygulamalar, arka metalizasyon (BSM) kalıbı, epoksi kalıplama bileşiği (EMC) paketindeki DRAM ve alt tabaka üzerindeki yonga modülü ara bağlantıları olacaktır. Şekil 3, mevcut üst LAB ve R-LAB'ın şematik görüntülerini ayrıntılı olarak göstermektedir.

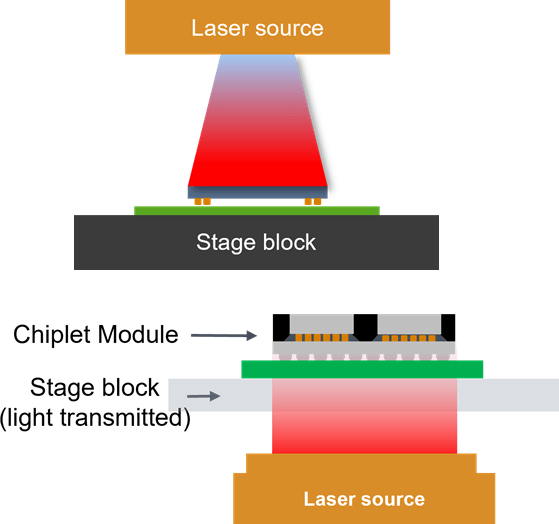
Şekil 3: Mevcut üst LAB'nin (üstte) ve R-LAB'ın (altta) şematik görüntüsü.
R-LAB ile sonuçlar
Gücü ve zamanı ayarlayan birkaç denemeden sonra optimum R-LAB koşulları elde edildi. Şekil 4, BGA tarafında herhangi bir ıslak olmayan tümsek, kısa tümsek veya alt tabaka yüzeyinde hasar veya EMC yanması olmadan iyi tümsek ara bağlantılarının sonuçlarını göstermektedir.


Şekil 4: Görsel inceleme görüntüleri (üstte) ve tümsek kesit görüntüleri (altta).
Daha sonra çiplet modülünün tepe sıcaklığına ilişkin ölçümler yapıldı. Silikonun arka yüzünün sıcaklığını ölçmek için IR kamera kullanıldı. Çarpma alanının sıcaklığı bir termokupl (TC) ile ölçüldü. Termokupl, şekil 6'da gösterildiği gibi hem kalıp köşesi hem de kalıp merkezi konumlarında kalıp ve alt tabaka arasına yerleştirildi. Yonga modülünün IR tepe sıcaklığı yaklaşık 240~250°C'dir ve alt tabaka yüzey sıcaklığı yaklaşık 250~260°C'dir. optimize edilmiş tarif. Tümsekteki termokupl sıcaklığı, lehimin erime sıcaklığını aşan 260~266°C civarındadır. IR tepe görüntüsü, IR sıcaklık profilleri ve termokupl profilleri sırasıyla şekil 5 ve şekil 6'da gösterilmektedir.


Şekil 5: IR tepe görüntüsü (solda) ve IR profilleri (sağda).


Şekil 6: TC kitinin (solda) ve sıcaklık profilinin (sağda) röntgen görüntüleri.
R-LAB genişletilebilirliği
Alt tabakaya yonga modülü bağlanmasına ek olarak, BSM kalıp uygulaması ve DRAM bağlantısı için ters LAB teknolojisine ihtiyaç duyulacaktır. Her iki uygulama için de geliştirme devam ediyor ve bugüne kadar iyi ara bağlantılarla umut verici sonuçlar elde edildi. Umut verici BSM kalıp değerlendirme sonuçları son 72'de yayınlandınd ECTC [1]. Tablo 4 R-LAB uygulamalarının şematik görüntüsünü göstermektedir.

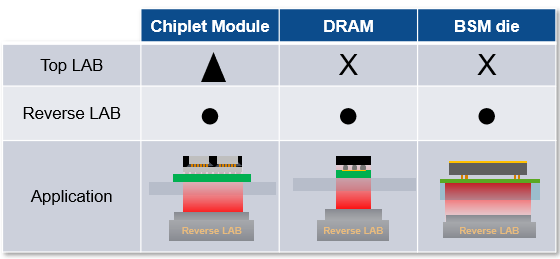
Tablo 4: R-LAB uygulamalarının şematik görüntüleri.
Güvenilirlik testi
Test birimleri, R-LAB optimize edilmiş bir tarifle oluşturuldu ve güvenilirlik testlerine tabi tutuldu. Her okumada Açık/Kısa (O/S) testleri ve SAT denetimi gerçekleştirildi. Ek olarak, güvenilirlik sonrası herhangi bir anormallik olup olmadığını görmek için çarpma kesiti yapıldı. Sonuç olarak, tüm okuma noktalarında hiçbir O/S arızası, hiçbir SAT anormalliği görülmedi ve tümsek kesitinde hiçbir anormallik görülmedi. Testler arasında nem duyarlılığı testi seviye 4 (MSL4), 264 saatlik Tarafsız Yüksek Hızlandırılmış Stres Testi (UHAST), Sıcaklık Döngüsü, Koşul B (TCB) 1000X ve 1000 saatlik yüksek sıcaklıkta depolama (HTS) yer alır. sırasıyla Tablo 5 ve Şekil 7'de gösterildiği gibi.

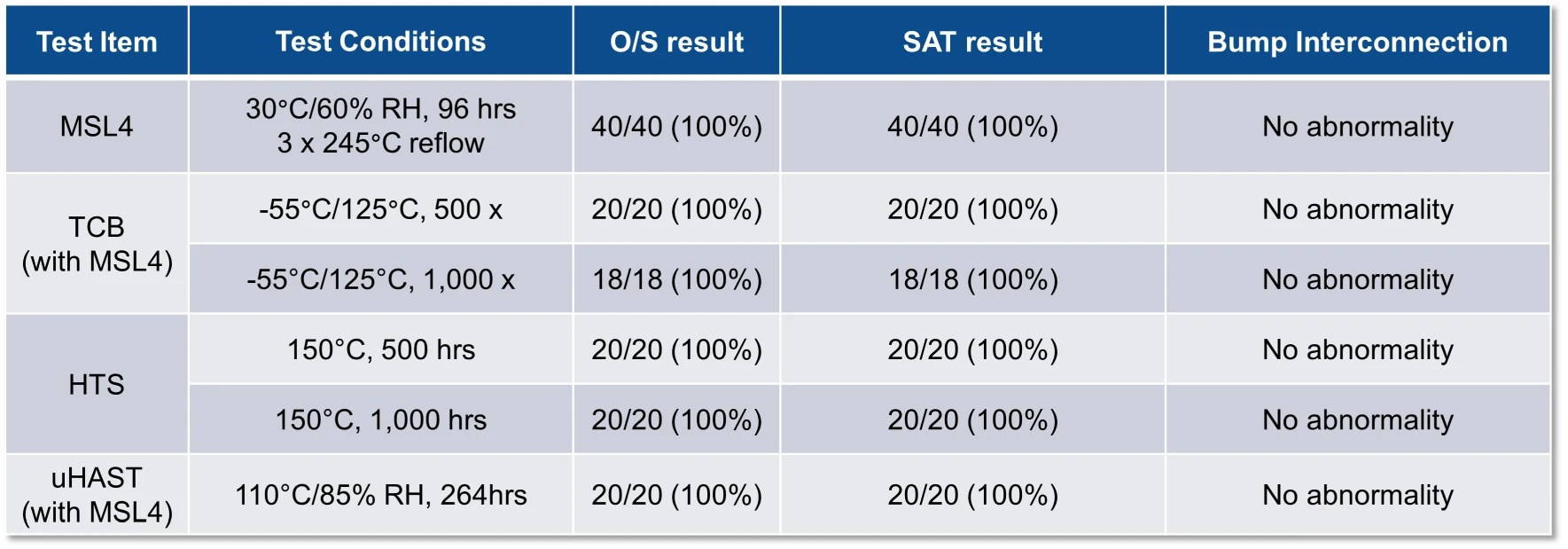
Tablo 5: Güvenilirlik testi sonuçları.

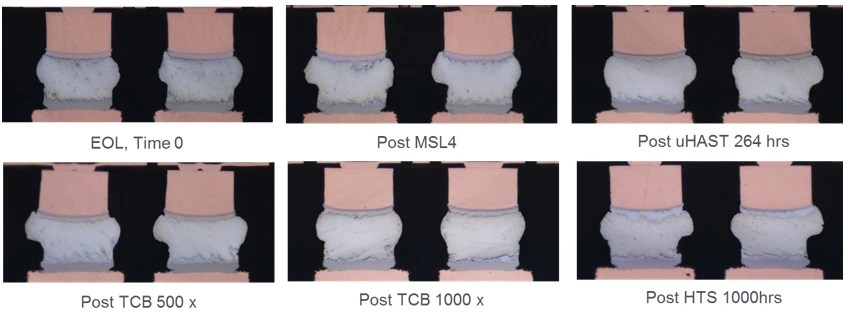
Şekil 7: Her bir güvenilirlik testinden sonraki tipik tümsek kesit görüntüleri.
Sonuç
Bu çalışma, LAB teknolojisini kullanarak yonga modülünün substrat üzerinde çarpma ara bağlantısının uygulanabilirliğini gösterdi. EMC'nin düşük ısı geçirgenliği nedeniyle, normal üst LAB koşulları, lazer güç koşullarından bağımsız olarak ıslanmamayla sonuçlanan tümseğe ısı aktarımının olmaması nedeniyle mümkün değildir. Sonuç olarak LAB koşullarını optimize etmenin çok zor olduğu ve süreç marjının çok dar olacağı ortaya çıktı. Alt tabaka üzerindeki chiplet modül ara bağlantıları için mevcut üst LAB önerilmez.
Kaliteyi artırmak için ters LAB geliştirildi. Bu, alt BGA tarafından çıkıntıya kadar lazer emisyonunun sahne vakum bloğu aracılığıyla iletildiği ters tipte bir LAB'dir. R-LAB işlemi, modül test araçlarının 110 µm'lik çarpma aralığı için alt tabaka BGA yan yüzey hasarını, EMC yanmasını, ıslanmayan çarpma veya çarpma kısa devrelerini gözlemlemeden ümit verici sonuçlar verir. Optimize edilmiş LAB koşuluyla üretilen parçalar, O/S testinde ve SAT'ta herhangi bir anormallik göstermedi ve çarpma ara bağlantıları, MSL4, UHAST 264 saat, HTS 1000 saat, TCB 1000X aracılığıyla tüm güvenilirlik testlerini geçti. R-LAB, mevcut LAB sınırlamasının üstesinden gelmek için geliştirildi ve altlık üzerine ince yonga modülü bağlanması için daha iyi bir çözüm sağlayabilir. Bu aynı zamanda BSM kalıp ara bağlantıları ve EMC bağlantısındaki DRAM için de potansiyel bir çözüm olacaktır.
Teşekkürler
Bu çalışma Amkor Technology Global Ar-Ge merkezi tarafından desteklenmiştir. Yazarlar Ar-Ge Merkezine, LAB ekibine, FA ekibine ve güvenilirlik testi ekibi üyelerine özellikle teşekkür etmek isterler.
Referanslar
- SeokHo Na, ve diğerleri, "Yeni Nesil Lazer Destekli Bağlama (LAB) Teknolojisi", 2022 Elektronik Bileşen ve Teknoloji Konferansı, 2022.
- MinHo Gim ve diğerleri, "Lazer Destekli Bağlama ile Yüksek Performanslı Flip-Chip Bağlama Mekanizması Çalışması", 2020 Elektronik Bileşenler ve Teknoloji Konferansı, 2020.
SeokHo Na, MinHo Gim, GaHyeon Kim, DongSu Ryu, DongJoo Park ve JinYoung Kim, Amkor Technology Korea'daki Gelişmiş Süreç ve Malzeme Geliştirme, Küresel Ar-Ge Merkezinin bir parçasıdır.
- SEO Destekli İçerik ve Halkla İlişkiler Dağıtımı. Bugün Gücünüzü Artırın.
- PlatoData.Network Dikey Üretken Yapay Zeka. Kendine güç ver. Buradan Erişin.
- PlatoAiStream. Web3 Zekası. Bilgi Genişletildi. Buradan Erişin.
- PlatoESG. karbon, temiz teknoloji, Enerji, Çevre, Güneş, Atık Yönetimi. Buradan Erişin.
- PlatoSağlık. Biyoteknoloji ve Klinik Araştırmalar Zekası. Buradan Erişin.
- Kaynak: https://semiengineering.com/reverse-laser-assisted-bonding-r-lab-technology-for-chiplet-module-bonding-on-substrate/
- :vardır
- :dır-dir
- :olumsuzluk
- :Neresi
- 1
- 10
- 110
- 14
- 20
- 2020
- 2022
- 264
- 320
- 40
- 60
- 66
- 7
- 820
- a
- hızlandırılmış
- elde
- akustik
- ilave
- Ek
- Ek Bilgi
- Ayrıca
- ileri
- AI
- AL
- Türkiye
- Ayrıca
- an
- ve
- herhangi
- çıktı
- Uygulama
- uygulamaları
- uygun
- ARE
- ALAN
- etrafında
- Dizi
- yapay
- yapay zeka
- Yapay zeka (AI)
- AS
- At
- iliştirmek
- Yazarlar
- önlemek
- b
- Arka
- top
- merkezli
- BE
- olmuştur
- Daha iyi
- arasında
- Engellemek
- vücut
- bağ
- her ikisi de
- Alt
- yapılı
- yanmak
- yanan
- by
- kamera
- kapak
- Merkez
- merkezi
- değiştirme
- kontrol
- yonga
- bulut
- karşılaştırıldığında
- karşılaştırma
- tamamlamak
- bileşen
- bileşenler
- Bileşik
- sonuç
- koşul
- koşullar
- Konferans
- devam ediyor
- Bakır
- Köşe
- olabilir
- Çift
- Çapraz
- devir
- hasar
- veri
- Tarih
- gösterdi
- tarif edilen
- tanım
- Dizayn
- ayrıntı
- gelişmiş
- gelişme
- Ölmek
- yapılmış
- gereken
- E&T
- her
- Elektronik
- emisyon
- Eter (ETH)
- değerlendirilmesi
- değerlendirme
- aşıyor
- mevcut
- bekliyoruz
- yaşıyor
- mümkün
- şekil
- bulmak
- ince
- bitiş
- Fiske
- odak
- İçin
- itibaren
- Ayrıca
- Gen
- genel
- Vermek
- Küresel
- Tercih Etmenizin
- Grid
- Büyüme
- Zor
- Var
- yükseklik
- Yüksek
- en yüksek
- büyük ölçüde
- HTTPS
- if
- görüntü
- görüntüleri
- iyileştirmek
- in
- dahil
- Dahil olmak üzere
- artmış
- sanayi
- bilgi
- İstihbarat
- arabağlantı
- tanıttı
- IT
- Kim
- malzeme
- Kore
- laboratuvar
- Eksiklik
- lazer
- katmanları
- sol
- bacaklar
- seviye
- seviye 4
- sevmek
- sınırlama
- sınırlamaları
- uzun
- Düşük
- yapılmış
- yapmak
- çok
- Kenar
- pazar
- Kitle
- malzeme
- maksimum genişlik
- Mayıs..
- ölçmek
- ölçülü
- ölçümler
- mekanizma
- Üyeler
- metodoloji
- yöntemleri
- asgari
- modül
- Daha
- çoğu
- mr
- gerek
- yeni
- yeni çözüm
- yok hayır
- normal
- oluştu
- of
- on
- bir tek
- optimize
- optimize
- optimum
- or
- organik
- Diğer
- dışarı
- Üstesinden gelmek
- paket
- paketler
- ambalaj
- ped
- Park
- Bölüm
- parçalar
- geçti
- zirve
- performans
- yapılan
- Pillar
- Zift
- Platon
- Plato Veri Zekası
- PlatoVeri
- noktaları
- pozisyonları
- Çivi
- potansiyel
- güç kelimesini seçerim
- süreç
- işleme
- Profil
- Profiller
- umut verici
- önerilen
- sağlamak
- yayınlanan
- kalite
- Ar-Ge
- hızlı
- Okuma
- son
- yemek tarifi
- Tavsiye edilen
- Ne olursa olsun
- güvenilirlik
- Bildirilen
- gerektirir
- sırasıyla
- sonuç
- sonuçlandı
- Sonuçlar
- ters
- krallar gibi yaşamaya
- tarama
- Bölüm
- görmek
- yarıiletken
- Duyarlılık
- şiddetli
- kısa
- şort
- meli
- şov
- gösterdi
- gösterilen
- Gösteriler
- yan
- Silikon
- beden
- akıllı telefon
- çözüm
- özel
- Aşama
- hafızası
- stres
- Ders çalışma
- gönderilen
- ÖZET
- destekli
- yüzey
- SWIFT
- tablo
- Hedef
- takım
- Takım üyeleri
- Teknoloji
- test
- Test yapmak
- testleri
- Teşekkürler
- o
- The
- Orada.
- Bunlar
- Re-Tweet
- İçinden
- zaman
- için
- tomografi
- üst
- Toplam
- transfer
- denemeler
- tip
- tipik
- birimleri
- Kullanılmış
- kullanma
- Vakum
- araç
- Araçlar
- çok
- yaşayabilirlik
- Görüntüle
- vs
- oldu
- webp
- İYİ
- vardı
- hangi
- süre
- geniş ölçüde
- irade
- ile
- olmadan
- olur
- X-ışını
- zefirnet