26 января 2024 г.
(Новости Наноуэрк) Исследователи Массачусетского технологического института разработали технологию аддитивного производства, которая позволяет быстро печатать жидким металлом, производя крупномасштабные детали, такие как ножки столов и каркасы стульев, за считанные минуты. Их технология, называемая печатью жидким металлом (LMP), предполагает нанесение расплавленного алюминия по заданному пути в слой крошечных стеклянных шариков. Алюминий быстро затвердевает и приобретает трехмерную структуру.
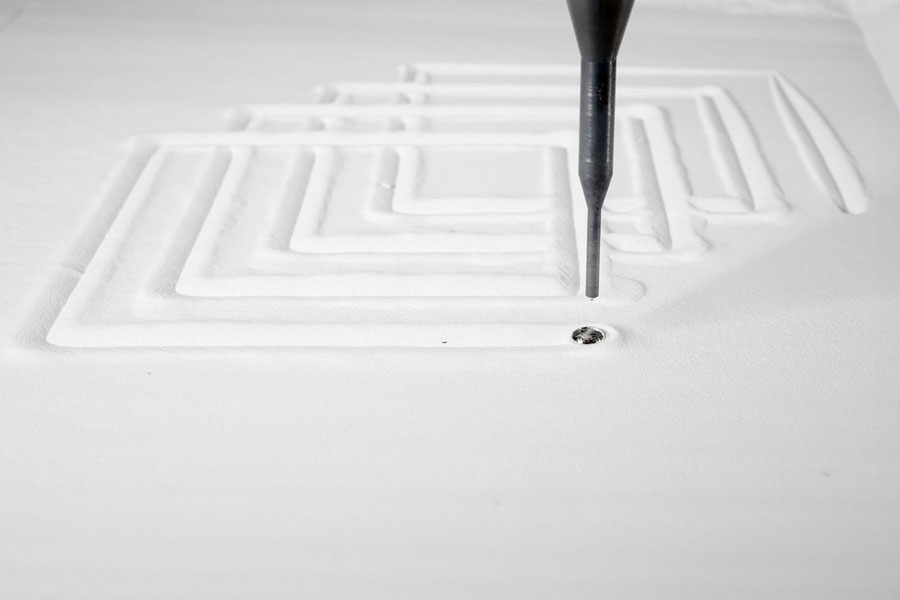 Процесс печати жидким металлом включает в себя нанесение расплавленного алюминия по заданному пути в слой крошечных стеклянных шариков, как показано здесь. (Изображение: Лаборатория самосборки Массачусетского технологического института)
Процесс печати жидким металлом включает в себя нанесение расплавленного алюминия по заданному пути в слой крошечных стеклянных шариков, как показано здесь. (Изображение: Лаборатория самосборки Массачусетского технологического института)
 Процесс LMP позволяет печатать изделия сложной геометрии, например спираль, показанную здесь. (Изображение: Лаборатория самосборки Массачусетского технологического института)
Процесс LMP позволяет печатать изделия сложной геометрии, например спираль, показанную здесь. (Изображение: Лаборатория самосборки Массачусетского технологического института)
 Исследователи могут регулировать скорость подачи в процессе печати жидким металлом, чтобы при движении сопла наносилось больше или меньше материала, изменяя форму печатаемого объекта. (Изображение: Лаборатория самосборки Массачусетского технологического института) Они использовали LMP для быстрого производства алюминиевых рам различной толщины, которые были достаточно прочными, чтобы выдерживать такие процессы обработки, как фрезерование и расточка. Они продемонстрировали комбинацию LMP и этих методов постобработки для изготовления стульев и стола, состоящих из быстро напечатанных алюминиевых деталей с низким разрешением и других компонентов, таких как деревянные детали. В дальнейшем исследователи хотят продолжать совершенствовать машину, чтобы обеспечить постоянный нагрев сопла и предотвратить прилипание материала, а также добиться лучшего контроля над потоком расплавленного материала. Но сопла большего диаметра могут привести к неравномерности отпечатков, поэтому еще предстоит решить технические проблемы. «Если бы мы могли сделать эту машину чем-то, что люди могли бы использовать для плавления переработанного алюминия и печати деталей, это изменило бы правила игры в производстве металлов. Сейчас он недостаточно надежен для этого, но в этом и состоит цель», — говорит Тиббитс. «В Emeco мы пришли из мира аналогового производства, поэтому увидеть, как печать жидким металлом создает тончайшую геометрию с возможностью создания полностью структурных деталей, было действительно увлекательно», — говорит Джей Бухбиндер, который руководит развитием бизнеса мебельной компании Emeco и был не участвовал в этой работе. «Печать жидким металлом действительно превосходит все ожидания с точки зрения способности производить металлические детали нестандартной геометрии, сохраняя при этом быстрый цикл обработки, который обычно не достигается при использовании других технологий печати или формовки. У этой технологии определенно есть потенциал совершить революцию в способах печати и формовки металла в настоящее время».
Исследователи могут регулировать скорость подачи в процессе печати жидким металлом, чтобы при движении сопла наносилось больше или меньше материала, изменяя форму печатаемого объекта. (Изображение: Лаборатория самосборки Массачусетского технологического института) Они использовали LMP для быстрого производства алюминиевых рам различной толщины, которые были достаточно прочными, чтобы выдерживать такие процессы обработки, как фрезерование и расточка. Они продемонстрировали комбинацию LMP и этих методов постобработки для изготовления стульев и стола, состоящих из быстро напечатанных алюминиевых деталей с низким разрешением и других компонентов, таких как деревянные детали. В дальнейшем исследователи хотят продолжать совершенствовать машину, чтобы обеспечить постоянный нагрев сопла и предотвратить прилипание материала, а также добиться лучшего контроля над потоком расплавленного материала. Но сопла большего диаметра могут привести к неравномерности отпечатков, поэтому еще предстоит решить технические проблемы. «Если бы мы могли сделать эту машину чем-то, что люди могли бы использовать для плавления переработанного алюминия и печати деталей, это изменило бы правила игры в производстве металлов. Сейчас он недостаточно надежен для этого, но в этом и состоит цель», — говорит Тиббитс. «В Emeco мы пришли из мира аналогового производства, поэтому увидеть, как печать жидким металлом создает тончайшую геометрию с возможностью создания полностью структурных деталей, было действительно увлекательно», — говорит Джей Бухбиндер, который руководит развитием бизнеса мебельной компании Emeco и был не участвовал в этой работе. «Печать жидким металлом действительно превосходит все ожидания с точки зрения способности производить металлические детали нестандартной геометрии, сохраняя при этом быстрый цикл обработки, который обычно не достигается при использовании других технологий печати или формовки. У этой технологии определенно есть потенциал совершить революцию в способах печати и формовки металла в настоящее время».
[Встраиваемое содержимое]
Исследователи говорят, что LMP как минимум в 10 раз быстрее, чем сопоставимый процесс аддитивного производства металлов, а процедура нагрева и плавления металла более эффективна, чем некоторые другие методы. Этот метод жертвует разрешением ради скорости и масштаба. Хотя он может печатать компоненты большего размера, чем те, которые обычно изготавливаются с использованием более медленных аддитивных технологий, и с меньшими затратами, он не может достичь высокого разрешения. Например, детали, изготовленные с помощью LMP, могут подойти для некоторых применений в архитектуре, строительстве и промышленном дизайне, где компоненты более крупных конструкций часто не требуют очень мелких деталей. Его также можно эффективно использовать для быстрого прототипирования с использованием переработанного металла или металлолома. В недавнем исследовании исследователи продемонстрировали эту процедуру, напечатав алюминиевые рамы и детали для столов и стульев, которые были достаточно прочными, чтобы выдержать послепечатную обработку. Они показали, как компоненты, изготовленные с помощью LMP, можно комбинировать с процессами высокого разрешения и дополнительными материалами для создания функциональной мебели. «Это совершенно другое направление в нашем представлении о производстве металлов, которое имеет огромные преимущества. У него есть и недостатки. Но большая часть нашего искусственного мира — вещи вокруг нас, такие как столы, стулья и здания — не требует чрезвычайно высокого разрешения. Скорость и масштаб, а также повторяемость и энергопотребление — все это важные показатели», — говорит Скайлар Тиббитс, доцент кафедры архитектуры и содиректор лаборатории самосборки, старший автор статьи, посвященной LMP («Печать жидким металлом»; PDF). К Тиббитсу в работе присоединился ведущий автор Зейн Карсан С.М. '23, который сейчас является аспирантом в ETH Zurich; а также Кимбалл Кайзер СМ '22 и Джаред Лаукс, ученый-исследователь и содиректор лаборатории. Исследование было представлено на конференции Ассоциации компьютерного проектирования в архитектуре и недавно опубликовано в материалах ассоциации.
Процесс печати жидким металлом включает в себя нанесение расплавленного алюминия по заданному пути в слой крошечных стеклянных шариков, как показано здесь. (Изображение: Лаборатория самосборки Массачусетского технологического института)
Значительное ускорение
Один метод печати металлами, распространенный в строительстве и архитектуре, называемый аддитивным производством с проволочной дугой (WAAM), позволяет создавать большие структуры с низким разрешением, но они могут быть подвержены растрескиванию и деформации, поскольку некоторые части необходимо переплавлять во время печати. процесс печати. LMP, с другой стороны, сохраняет материал расплавленным на протяжении всего процесса, избегая некоторых структурных проблем, вызванных переплавкой. Опираясь на предыдущую работу группы по быстрой жидкостной печати резиной, исследователи построили машину, которая плавит алюминий, удерживает расплавленный металл и подает его через сопло на высоких скоростях. Крупномасштабные детали можно напечатать всего за несколько секунд, а затем расплавленный алюминий остывает за несколько минут. «Наша скорость процесса действительно высока, но ее очень сложно контролировать. Это более или менее похоже на открытие крана. Вам нужно расплавить большой объем материала, что занимает некоторое время, но как только вы его расплавите, это будет похоже на открытие крана. Это позволяет нам очень быстро печатать эти геометрии», — объясняет Карсан. Команда выбрала алюминий, потому что он широко используется в строительстве и может быть дешево и эффективно переработан. Кусочки алюминия размером с буханку хлеба помещаются в электрическую печь, «которая по сути похожа на увеличенный тостер», — добавляет Карсан. Металлические катушки внутри печи нагревают металл до 700 градусов по Цельсию, что немного выше температуры плавления алюминия в 660 градусов. Алюминий выдерживается при высокой температуре в графитовом тигле, а затем расплавленный материал самотеком подается через керамическое сопло в печатную платформу по заданному пути. Они обнаружили, что чем большее количество алюминия они смогут расплавить, тем быстрее сможет работать принтер. «Расплавленный алюминий уничтожает практически все на своем пути. Мы начали с сопла из нержавеющей стали, затем перешли на титан, прежде чем остановились на керамике. Но даже керамические сопла могут засориться, потому что нагрев кончика сопла не всегда полностью равномерен», — говорит Карсан. Впрыскивая расплавленный материал непосредственно в гранулированное вещество, исследователям не нужно печатать опоры, чтобы удерживать алюминиевую структуру, пока она принимает форму.
Процесс LMP позволяет печатать изделия сложной геометрии, например спираль, показанную здесь. (Изображение: Лаборатория самосборки Массачусетского технологического института)
Совершенствование процесса
Они экспериментировали с рядом материалов для заполнения печатного стола, включая графитовые порошки и соль, прежде чем выбрать стеклянные шарики размером 100 микрон. Крошечные стеклянные бусины, которые могут выдерживать чрезвычайно высокую температуру расплавленного алюминия, действуют как нейтральная суспензия, поэтому металл может быстро остыть. «Стеклянные бусины настолько тонкие, что в руке кажутся шелковыми. Порошок настолько мал, что фактически не меняет характеристики поверхности печатаемого объекта», — говорит Тиббитс. Количество расплавленного материала, находящегося в тигле, глубина печатного стола, а также размер и форма сопла оказывают наибольшее влияние на геометрию конечного объекта. Например, части объекта большего диаметра печатаются в первую очередь, поскольку количество алюминия, подаваемого соплом, уменьшается по мере опорожнения тигля. Изменение глубины насадки изменяет толщину металлической конструкции. Чтобы помочь в процессе LMP, исследователи разработали численную модель для оценки количества материала, который будет помещен в печатную платформу в определенный момент времени. Поскольку сопло вдавливается в порошок стеклянных шариков, исследователи не могут наблюдать за расплавленным алюминием во время его осаждения, поэтому им нужен был способ смоделировать то, что должно происходить в определенные моменты процесса печати, объясняет Тиббитс.
Исследователи могут регулировать скорость подачи в процессе печати жидким металлом, чтобы при движении сопла наносилось больше или меньше материала, изменяя форму печатаемого объекта. (Изображение: Лаборатория самосборки Массачусетского технологического института) Они использовали LMP для быстрого производства алюминиевых рам различной толщины, которые были достаточно прочными, чтобы выдерживать такие процессы обработки, как фрезерование и расточка. Они продемонстрировали комбинацию LMP и этих методов постобработки для изготовления стульев и стола, состоящих из быстро напечатанных алюминиевых деталей с низким разрешением и других компонентов, таких как деревянные детали. В дальнейшем исследователи хотят продолжать совершенствовать машину, чтобы обеспечить постоянный нагрев сопла и предотвратить прилипание материала, а также добиться лучшего контроля над потоком расплавленного материала. Но сопла большего диаметра могут привести к неравномерности отпечатков, поэтому еще предстоит решить технические проблемы. «Если бы мы могли сделать эту машину чем-то, что люди могли бы использовать для плавления переработанного алюминия и печати деталей, это изменило бы правила игры в производстве металлов. Сейчас он недостаточно надежен для этого, но в этом и состоит цель», — говорит Тиббитс. «В Emeco мы пришли из мира аналогового производства, поэтому увидеть, как печать жидким металлом создает тончайшую геометрию с возможностью создания полностью структурных деталей, было действительно увлекательно», — говорит Джей Бухбиндер, который руководит развитием бизнеса мебельной компании Emeco и был не участвовал в этой работе. «Печать жидким металлом действительно превосходит все ожидания с точки зрения способности производить металлические детали нестандартной геометрии, сохраняя при этом быстрый цикл обработки, который обычно не достигается при использовании других технологий печати или формовки. У этой технологии определенно есть потенциал совершить революцию в способах печати и формовки металла в настоящее время».
- SEO-контент и PR-распределение. Получите усиление сегодня.
- PlatoData.Network Вертикальный генеративный ИИ. Расширьте возможности себя. Доступ здесь.
- ПлатонАйСтрим. Интеллект Web3. Расширение знаний. Доступ здесь.
- ПлатонЭСГ. Углерод, чистые технологии, Энергия, Окружающая среда, Солнечная, Управление отходами. Доступ здесь.
- ПлатонЗдоровье. Биотехнологии и клинические исследования. Доступ здесь.
- Источник: https://www.nanowerk.com/news2/gadget/newsid=64521.php
- :имеет
- :является
- :нет
- :куда
- $UP
- 10
- 12
- 26
- 3d
- 3D печать
- 7
- 700
- 8
- 9
- a
- способность
- в состоянии
- О нас
- выше
- Достигать
- Действие (Act):
- на самом деле
- дополнительный
- добавка
- Аддитивные производства
- Добавляет
- регулировать
- Преимущества
- помощь
- Все
- вдоль
- причислены
- всегда
- количество
- an
- и
- Приложения
- Arc
- архитектура
- МЫ
- около
- AS
- Юрист
- Объединение
- At
- автор
- избегающий
- в основном
- BE
- , так как:
- до
- Лучшая
- большой
- Крупнейшая
- Сверление
- Хлеб
- построенный
- бизнес
- развитие бизнеса
- но
- by
- под названием
- CAN
- не могу
- вызванный
- Цельсия
- Центр
- определенный
- Кресла
- проблемы
- изменение
- изменения
- характеристика
- выбрал
- сочетание
- сочетании
- как
- Общий
- обычно
- Компания
- сравнимый
- неотразимый
- полностью
- комплекс
- компоненты
- состоящие
- компьютер
- Конференция
- последовательный
- строительство
- потребление
- содержание
- контроль
- Холодные
- Цена
- может
- растрескивание
- Создайте
- Создающий
- В настоящее время
- изготовленный на заказ
- Время
- определенно
- демонстрировать
- убивают
- Кафедра
- депонированный
- депозиты
- глубина
- Проект
- уничтожить
- подробнее
- развитый
- Развитие
- различный
- трудный
- направление
- непосредственно
- do
- приносит
- не
- Dont
- вниз
- отрицательные стороны
- рисование
- в течение
- фактически
- эффективный
- эффективно
- Электрический
- встроенный
- включить
- позволяет
- закончился
- энергетика
- Энергопотребление
- достаточно
- полностью
- оценка
- ETH
- ETH Zurich
- Даже
- многое
- Объясняет
- чрезвычайно
- быстрее
- кран
- чувствовать
- несколько
- заполнять
- окончательный
- конец
- Во-первых,
- поток
- Что касается
- вперед
- найденный
- от
- полностью
- функциональная
- игра-чейнджер
- геометрия
- получить
- данный
- стекло
- Go
- цель
- будет
- зернистый
- Группы
- рука
- Есть
- Герой
- здесь
- High
- высокое разрешение
- держать
- имеет
- Как
- HTTPS
- огромный
- изображение
- Воздействие
- важную
- in
- В других
- В том числе
- промышленность
- внутри
- пример
- в
- введение
- вовлеченный
- включает в себя
- вопросы
- IT
- ЕГО
- присоединился
- JPG
- всего
- Сохранить
- лаборатория
- большой
- крупномасштабный
- больше
- вести
- Лиды
- наименее
- ноги
- Меньше
- такое как
- линия
- жидкость
- ниже
- машина
- сделанный
- сохранение
- сделать
- производство
- материала
- материалы
- Вопрос
- металл
- Драгоценные металлы
- метод
- методы
- Метрика
- средняя
- минут
- MIT
- модель
- БОЛЕЕ
- более эффективным
- самых
- переехал
- движется
- перемещение
- должен
- Необходимость
- необходимый
- Нейтральные
- нормально
- сейчас
- нюансы
- номер
- объект
- of
- от
- .
- on
- консолидировать
- ONE
- открытие
- or
- Другое
- наши
- за
- Преодолеть
- бумага & картон
- части
- путь
- Люди
- кандидат наук
- штук
- Платон
- Платон Интеллектуальные данные
- ПлатонДанные
- игрок
- Точка
- пунктов
- Постобработка
- потенциал
- предопределенный
- представлены
- предотвращать
- предыдущий
- Печать / PDF
- печать
- печать
- процедуры
- Производство
- процесс
- Процессы
- производит
- Произведенный
- производства
- Профессор
- макетирования
- опубликованный
- выталкивает
- САЙТ
- быстро
- быстро
- быстро
- Обменный курс
- на самом деле
- последний
- недавно
- переработанных
- складская
- требовать
- исследованиям
- исследователи
- Постановления
- революционизировать
- правую
- каучук
- жертвовать
- соль
- сообщили
- говорит
- Шкала
- Ученый
- секунды
- видя
- видел
- выбор
- старший
- несколько
- Форма
- должен
- показал
- шелк
- с
- Размер
- небольшой
- So
- некоторые
- удалось
- скорость
- скорость
- Нержавеющая сталь
- и политические лидеры
- стали
- прилипание
- По-прежнему
- сильный
- структурный
- Структура
- структур
- "Студент"
- Кабинет
- вещество
- подходящее
- Поддержка
- Поверхность
- восприимчивый
- подвеска
- ТАБЛИЦЫ
- принимает
- Нажмите
- команда
- Технический
- техника
- снижения вреда
- технологии
- Технологии
- terms
- чем
- который
- Ассоциация
- мир
- их
- тогда
- Там.
- Эти
- они
- вещи
- think
- этой
- те
- Через
- по всему
- время
- раз
- тип
- Титан
- в
- слишком
- типично
- us
- использование
- используемый
- использовать
- переменная
- очень
- Видео
- объем
- прогулки
- хотеть
- законопроект
- Смотреть
- Путь..
- we
- ЧТО Ж
- были
- Что
- который
- в то время как
- КТО
- будете
- Провод
- дерево
- Работа
- Мир
- бы
- являетесь
- ВАШЕ
- YouTube
- зефирнет
- Цюрих
Больше от нанотехнология
Команда находит большую емкость в батареях на водной основе
Исходный узел: 2563051
Отметка времени: 4 Апрель, 2023
Суперсмазывающее покрытие из углеродных нанотрубок может снизить экономические потери от трения, износа
Исходный узел: 2707633
Отметка времени: Июнь 7, 2023

100-летнее знаменитое уравнение гидродинамики полностью разрушается внутри пор углеродных нанотрубок
Исходный узел: 2013859
Отметка времени: 14 Марта, 2023
«Умные» повязки контролируют раны и обеспечивают целенаправленное лечение
Исходный узел: 2538905
Отметка времени: 24 Марта, 2023
На пути к искусственному фотосинтезу с созданием белковых кристаллов в бактериях
Исходный узел: 2785120
Отметка времени: Июль 25, 2023
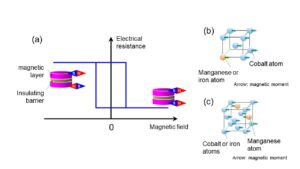
Исследователи обнаружили материалы с огромным магнитосопротивлением
Исходный узел: 2710651
Отметка времени: Июнь 9, 2023

Исследователи находят способ улучшить невирусное редактирование генов, а также новый тип восстановления ДНК.
Исходный узел: 2644736
Отметка времени: 11 мая 2023
Разработка нанозондов для обнаружения нейротрансмиттеров в головном мозге
Исходный узел: 1990547
Отметка времени: 3 Марта, 2023
Нанотехнологии могут улучшить генную терапию слепоты
Исходный узел: 1894503
Отметка времени: 11 января, 2023
Использование интеллектуальных биоэлектронных устройств для захвата и освобождения опухолевых клеток
Исходный узел: 2869446
Отметка времени: сентябрь 8, 2023
Многокамерные мембраны для многоклеточных роботов: каждому нужно тело
Исходный узел: 2587398
Отметка времени: 14 Апрель, 2023

Архитектура с поддержкой искусственного интеллекта удваивает мощность благодаря FeFET
Исходный узел: 2956762
Отметка времени: 26 октября, 2023