J'ai été invité à prononcer un discours en plénière lors de la conférence SISPAD en septembre 2021. Pour tous ceux qui ne connaissent pas SISPAD, il s'agit d'une première conférence TCAD. Cette année, pour la première fois, le SISPAD a voulu aborder les coûts et ma conférence était « Simulations de coûts pour permettre le développement de technologies sensibles au PPAC ».
Pendant de nombreuses années, la norme en matière de développement technologique a été la puissance, les performances et la surface (PPA), par exemple : lors de l'appel des résultats TSMC 2020-Q4, N3 aura une puissance inférieure de 30 % à la même performance (Puissance), des performances supérieures de 15 % à la même puissance (Performance) et 70 % de densité supérieure (Area).
Plus récemment, l'augmentation des coûts des plaquettes entraîne la nécessité d'ajouter des coûts tels que PPAC, puissance, performance, surface et Prix. Des entreprises telles que TSMC à l'IEDM 2019 [1], Imec à leur forum technologique en 2020 [2] et Applied Materials à SEMICON West en 2020 [3], et bien d'autres s'intéressent toutes au PPAC.
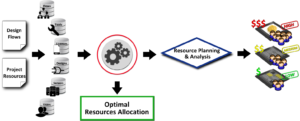
La pratique actuelle lors du développement d'une nouvelle technologie consiste à définir les cibles initiales du PPA, à identifier les conceptions pour l'évaluation du PPA, à sélectionner une architecture de transistor, à développer un flux de processus initial, à simuler les performances du transistor et à extraire un modèle SPICE, à sélectionner une architecture de cellule standard et à générer une bibliothèque de cellules. La bibliothèque de cellules et le flux de processus sont ensuite introduits dans une suite de simulation Design Technology Co Optimization telle que celle proposée par Synopsys pour simuler le processus, générer une structure 3D et extraire la netlist parasite. La bibliothèque peut ensuite être caractérisée, une conception physique peut être effectuée et le PPA peut être évalué. Le PPA est ensuite évalué, et les itérations de l'expérience conçue peuvent être effectuées pour atteindre les objectifs du PPA, le tout dans un environnement de simulation. Ce qui manque dans ce processus, c'est la prise de conscience des coûts. Si la capacité de simuler les coûts est ajoutée à une suite DTCO, le processus peut cibler le PPAC et des itérations peuvent être effectuées dans un environnement de simulation pour atteindre les objectifs PPAC.
Pour simuler avec précision les coûts, à la fois l'installation exécutant le processus et le processus doivent être pris en compte. Le même processus dans deux établissements différents aura des coûts différents, parfois très différents. Deux processus différents exécutés dans la même installation auront des coûts différents, parfois très différents.
Coût de l'installation
La capacité conçue d'une usine a un impact significatif sur le coût. Il existe une grande variété de débits pour les équipements de fabrication et plus la capacité de conception de fabrication est élevée, meilleure sera la correspondance de capacité de l'ensemble d'équipements. Cela se traduit par une plus grande efficacité du capital et donc un coût par plaquette inférieur pour les usines de capacité plus élevée. La figure 1. Illustre le coût normalisé des plaquettes par rapport à la capacité d'une usine entièrement nouvelle exécutant un processus de 5 nm à Taïwan.

Figure 1. Coût des tranches par rapport à la capacité de fabrication.
Le pays dans lequel se trouve une usine a également un impact sur le coût. La figure 2 compare la même usine décrite ci-dessus conçue pour 40,000 2 plaquettes par mois dans six pays différents. Les coûts de la figure XNUMX sont des coûts d'exploitation uniquement et n'incluent aucune incitation.

Figure 2. Coût de la plaquette par rapport au pays.
L'âge de l'usine est un autre facteur de coût critique. Pour une nouvelle fab, la dépréciation peut représenter plus de 60% du coût de fabrication d'une plaquette. La figure 3 illustre la même usine décrite précédemment pour cinq périodes différentes :
- la première année de montée en puissance (en supposant une utilisation de 50 % en moyenne).
- Les années deux à cinq, lorsque l'usine monte en puissance mais que l'équipement continue de se déprécier.
- Sixième année où l'équipement est amorti.
- Onzième année où les systèmes de l'installation sont amortis.
- La seizième année où l'enveloppe du bâtiment est amortie.

Figure 3. Coût des plaquettes par rapport à l'âge de fabrication.
Une modélisation précise des coûts nécessite la capacité de définir la capacité de fabrication, le pays et l'âge.
Coût du processus
Les coûts de traitement commencent par le coût de départ de la ou des tranches. La modélisation doit tenir compte du fait que la plaquette de départ est une plaquette polie, une plaquette Epi ou une plaquette spécialisée telle qu'une sorte de SOI. De plus, la modélisation doit permettre plus d'une plaquette, par exemple pour les processus où deux plaquettes peuvent être utilisées puis collées ensemble.
Les coûts de main-d'œuvre directs sont le coût pour les opérateurs de traiter les plaquettes. Dans les usines de fabrication de 300 mm de génération actuelle, il y a quelques opérateurs car les systèmes de transport de plaquettes abaissent les dosettes unifiées à ouverture frontale (FOUP) directement sur l'outil, mais il y a quelques opérateurs. Les heures de travail requises pour un flux particulier doivent être calculées et le taux de main-d'œuvre approprié appliqué en fonction du pays où se trouve l'usine.
L'amortissement est le coût unique le plus important dans la fabrication des plaquettes, pour les nouveaux procédés représentant plus de 60 % du coût des plaquettes (voir la figure 6 ci-dessous). Des estimations précises de la dépréciation nécessitent de déterminer l'équipement requis et le débit pour chaque étape du flux de processus. Un modèle précis doit déterminer la génération appropriée d'équipements pour un processus, le débit, le coût de l'équipement et l'espace physique nécessaire pour l'équipement et créer un ensemble complet pour une capacité cible. Un modèle précis doit avoir des tableaux de référence sur le coût et la configuration de l'équipement par nœud et les coûts de construction pour l'espace de salle blanche afin de permettre des calculs détaillés des coûts d'investissement.
Les coûts de maintenance de l'équipement comprennent les coûts des pièces d'équipement qui sont consommées pendant le traitement, telles que les anneaux de quartz utilisés dans les chambres de gravure, les pièces de réparation pour remplacer les sous-systèmes d'équipement qui se cassent pendant le fonctionnement de l'équipement, et enfin les contrats de service d'équipement. Tous ces coûts doivent être estimés pour l'ensemble des équipements déterminés lors des calculs d'amortissement.
Les coûts de main-d'œuvre indirects englobent les ingénieurs et les techniciens qui entretiennent le processus et l'équipement, les superviseurs qui gèrent la main-d'œuvre directe et les gestionnaires qui supervisent tout. Les effectifs doivent être estimés et les salaires par pays et par année appliqués.
Les coûts des installations comprennent l'électricité, l'eau et les égouts, la production d'eau ultrapure, le gaz naturel, l'entretien des installations, les coûts d'occupation et les assurances. Beaucoup de ces coûts dépendent du pays ainsi que de l'année. Un modèle précis doit avoir des tableaux de référence par pays et par année et des algorithmes pour effectuer les calculs.
Les consommables sont constitués de centaines de matériaux différents consommés par le procédé (ceux-ci sont distincts des pièces d'équipements consommées au cours du traitement prises en compte dans la maintenance des équipements). Les matériaux de traitement comprennent des éléments tels que les gaz en vrac, les précurseurs CVD et ALD, les consommables CMP, les cibles PVD, les photoresist et les réticules et de nombreux autres éléments. Un modèle précis doit avoir des coûts par an pour des milliers de matériaux cibles par an et calculer l'utilisation des matériaux par étape de processus.
Mise en œuvre commerciale
IC Knowledge est le leader mondial de la modélisation des coûts et des prix pour les semi-conducteurs et a récemment développé une technologie de simulation de processus pour permettre la définition de processus étape par étape et l'estimation des coûts (Cost Explorer). Synopsys est un leader mondial des outils TCAD pour le développement technologique et la simulation. IC Knowledge et Synopsys se sont associés pour intégrer Cost Explorer d'IC Knowledge dans l'outil Synopsys Process Explorer qui est utilisé pour simuler la structure physique produite par le flux de processus cible. Le plug-in Cost Explorer pour Process Explorer permettra aux utilisateurs de la suite Synopsys DTCO de définir des cibles PPAC et des processus de conception pour atteindre ces cibles dans un environnement virtuel en utilisant des expériences conçues pour optimiser simultanément les quatre éléments de PPAC.
La figure 4 illustre la solution IC Knowledge – Synopsys.

Figure 4. Solution commerciale PPAC TCAD.
Le calendrier actuel de cette solution :
- Statut actuel - test bêta chez un client avec un script développé par le client pour remplir automatiquement Cost Explorer à partir de Process Explorer. Commencer à montrer la capacité de sélectionner des clients.
- Fin 2021 – modèle de coût externe avec script (script Synopsys) pour remplir Cost Explorer à partir de Process Explorer.
- Mi 2022 – plug-in Process Explorer entièrement mis en œuvre et disponibilité commerciale.
Exemples de clients
Comme mentionné dans la section précédente, nous avons des clients qui testent la solution en version bêta. Le client est un grand OEM qui utilise la solution DTCO de Synopsys pour le développement technologique. Le client développe des processus FET complémentaires (CFET) en tant que solution de nouvelle génération au-delà des FinFET et des nanofeuillets horizontaux (HNS).
La figure 5 illustre le coût des tranches ventilé par catégorie pour un flux de processus possible. Dans le modèle réel, les résultats sont tous en dollars et représentent une configuration de fabrication et de processus spécifique.

Figure 5. Coût des plaquettes par catégorie.
L'OEM voulait évaluer les coûts du CFET par rapport aux FinFET. Ils ont comparé un FinFET standard, un FinFET avec un rail d'alimentation enterré (BPR) (le BPR permet une meilleure densité), un CFET monolithique avec BPR et un CFET séquentiel où le processus CFET est divisé entre deux plaquettes qui sont ensuite collées ensemble, encore une fois, dans le modèle réel, les résultats sont tous en dollars.

Figure 6. Coût de la plaquette normalisé par rapport au processus.
La conclusion clé de la figure 6 est que le processus CFET développé par l'OEM avec BPR est compétitif en termes de coût par rapport à un processus FinFET avec BPR. Étant donné que les CFET empilent les dispositifs nFET et pFET, ils offrent des améliorations de densité significatives par rapport aux FinFET.
Une autre conclusion de la figure 6 est que le processus CFET monolithique est moins coûteux que le processus CFET séquentiel. Le processus CFET monolithique développé par l'OEM est hautement auto-aligné et optimisé en termes de coûts.
Pendant ce travail, l'OEM a également évalué les options de lithographie pour l'interconnexion locale en comparant deux solutions :
- Masque de mandrin d'interconnexion locale EUV avec coupe EUV et EUV via masque.
- Masque de mandrin d'interconnexion locale EUV avec coupe DUV à motifs multiples et EUV via masque.
Étant donné que la coupe à motifs multiples peut être mise en œuvre avec un schéma à motifs multiples relativement simple, ils ont découvert qu'ils pouvaient économiser 52 $, bien qu'il y aurait un impact sur le temps de cycle.
Conclusion
L'augmentation accélérée des coûts de fabrication des plaquettes de pointe entraîne le besoin de passer du développement technologique basé sur le PPA au développement technologique basé sur le PPAC. Le partenariat entre IC Knowledge et Synopsys offrira pour la première fois à l'industrie la possibilité de concevoir pour PPAC dans un environnement virtuel avant d'utiliser des plaquettes. Cette capacité changera la donne pour l'industrie et permettra l'évolution continue de la loi de Moore.
Bibliographie
[1] Geoffrey Yeap de TSMC lors du panel Applied Materials IEDM 2019 « Logic: EUV is Here , Now What? », « Power Performance Area Cost Time – PPACT where new technologies need to be on-time ».
[2] Luc Van Den Hove, président et chef de la direction d'Imec, Imec Technology Forum 2020, "Technologies for People in the New Normal", diapositive 45, "Scaling Roadmap" "Power - Performance - Area - Cost".
[3] Applied Materials, « Selective Gap Fill Announcement », SEMICON West 2020, diapositive 2, « Power, Performance, Area-Cost » incluant également t pour le délai de mise sur le marché.
Partagez cet article via: Source : https://semiwiki.com/semiconductor-services/ic-knowledge/304437-sispad-cost-simulations-to-enable-ppac-aware-technology-development/
- 000
- 2019
- 2020
- 2021
- 3d
- Compte
- algorithmes
- Tous
- NOUVEAUTÉ!
- architecture
- Réservé
- disponibilité
- bêta
- Développement
- Appelez-nous
- Compétences
- capital
- CEO
- commercial
- Sociétés
- Congrès
- construction
- contrats
- Costs
- d'exportation
- Courant
- Clients
- Nous célebrons le
- Conception
- développer
- Développement
- Compatibles
- dollars
- conduite
- Mes Revenus
- Earnings Call
- Edge
- efficace
- électricité
- onze
- Les ingénieurs
- Environment
- l'équipements
- estimations
- évolution
- expérience
- Facilité
- Fed
- Figure
- finalement
- Prénom
- première fois
- flux
- jeu
- écart
- GAS
- ici
- Comment
- HTTPS
- Des centaines
- identifier
- Impact
- Y compris
- industrie
- Assurance
- IT
- ACTIVITES
- spécialisées
- COUTURE
- gros
- Droit applicable et juridiction compétente
- conduisant
- Bibliothèque
- locales
- Fabrication
- Marché
- masque
- matières premières.
- modèle
- modélisation statistique
- Gaz naturel
- code
- d'exploitation
- Options
- Autre
- Autres
- Partenariat
- Personnes
- performant
- Physique
- gousses
- power
- Premiere
- président
- prix
- Produit
- Transport ferroviaire
- Résultats
- Courir
- pour le running
- les salaires
- Semi-conducteurs
- set
- coquillage
- étapes
- simulation
- SIX
- Solutions
- Space
- scission
- Statut
- Interrupteur
- Système
- Taïwan
- Target
- Les technologies
- Technologie
- Essais
- le monde
- fiable
- transport
- utilisateurs
- Versus
- Salle de conférence virtuelle
- Eau
- Ouest
- Qu’est ce qu'
- WHO
- activités principales
- world
- an
- années